


螺线型旋风—袋式组合除尘器的研究
摘要:利用自行设计和制造的螺线型旋风—袋式组合除尘器,对水泥厂生产中的扬尘点进行了半工业性试验;并结合实际效果进行了分析。结果表明:该除尘器具有低阻、高效的特性。
关键词: 除尘器,收尘效率,压力损失
1 引言
目前,工业生产应用较多的是旋风除尘器和袋式除尘器或电除尘器组成的两级除尘系统,虽然效果较佳,但设备一次性投资大。在我国的6000多家小型水泥厂中〔1〕,许多工厂的环保问题长期以来一直得不到解决,严重污染着环境;而价格昂贵的除尘设备常常使势单力薄的小型企业望而却步,无力购置。
针对上述问题,开发一种适合于小型水泥厂,既经济实用、有效可靠,又不失灵活性的小型除尘器具有十分重要的现实意义。本文介绍自行研制的、适合小型水泥厂使用的螺线型旋风—袋式组合除尘器,并对其性能进行测定和研究,为设备的推广使用提供基础参数和数据。
2 结构和工作原理
螺线型旋风—袋式组合除尘器工作原理如图1所示。含尘气体在系统负压作用下,以一定速度由入口4切向进入螺线型旋风除尘器6的筒体,沿其内部的螺旋通道进行旋转〔2〕, 依靠离心惯性力使粉尘脱离旋转的气流,沉积到螺旋壁上,最后经排尘管14排除收集,未被分离下来的微细粉尘由芯管7随排出气流到下一级袋式除尘器。粉尘被滤袋11阻隔后滞留在滤袋的内表面,当粉尘层达到一定厚度,经一定的振打周期由振动电机5通过振动支架8使滤袋发生高频振动,抖落的粉尘经粉尘排出管13 排出收集,净化后的气体由风机12排入大气。
|
1.袋式分离器;2.弹簧;3.软联接;4.气体入口;5.振动电机;6.螺线型旋风分离器;7.芯管;8.振动支架;9.花板;10.废气出口;11.滤袋;12.风机;13.袋式分离器排料管;14.旋风器排料管 |

3 实验方案和结果
本实验采用热态实验。该除尘器接在水泥厂旋风预热器后的袋式除尘器的螺旋输送机扬尘点处。采用U形管压力计、毕托管压力计、DYP—81型等速烟尘浓度测定仪,分别在不同振打周期和不同进口气速下测定其进出口的压力、含尘浓度,以确定压力损失、收尘效率、振打周期及进口气速。测点位置选择如图1所示。实验结果见表1、2、3、4。
表1 进口阀门开度为18°时实测数据
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||
表2 进口阀门开度为36°时实测数据
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||
表3 进口阀门开度为54°时实测数据
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||
表4 进口阀门开度为90°时实测数据
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||
3.1 振打周期的确定
根据实测结果,得到在不同振打周期下收尘效率与进口气速的关系曲线如图2。由图中可见,随振打周期的增加,除尘器的收尘效率呈增加趋势。而当振打周期为 8min时,收尘效率的下降是由于入口气体的含尘浓度不断增加,加之进口气速较高,使粉尘在螺线型旋风除尘器内分离过程中,粉尘颗粒遭到器壁“反弹”作用加强,致使进入袋式除尘器中的粉尘浓度增大,粉尘层阻力急剧增加之故。
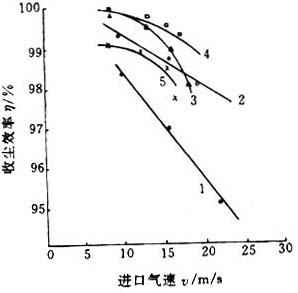 图2 不同振打周期下,收尘效率与进口气速的关系 1.振打周期1min;2.振打周期2min;3.振打周期2.7min; 4.振打周期4min;5.振打周期8min |
3.2 进口气速和压力损失
进口气速对除尘设备的压力损失、收尘效率影响很大。根据实测结果绘制的压力损失、收尘效率与进口气速的关系曲线如图3所示。由图3可以看出,在进口气速为 10~18m/s时,收尘效率在99%以上,压力损失为1450~1910Pa。值得注意的是:压力损失是袋式除尘器重要技术经济指标,压力损失过高或过低,都将影响袋式除尘器的正常工作〔3〕。另一方面,袋式除尘器阻力大小又关系到第一级除尘器能否正常工作。阻力大,使进口气速下降过大,影响螺线型旋风除尘器的收尘效率;阻力过小,又会使进口气速过大,使螺线型旋风除尘器“反弹”作用增加。
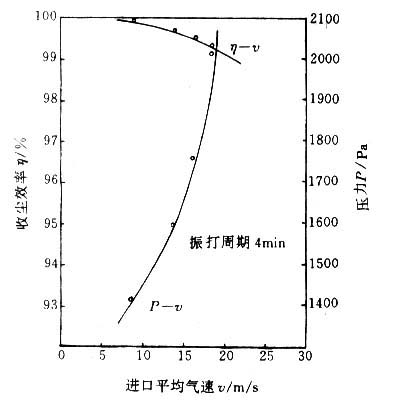 |
图3 收尘效率、压力损失与进口气速的关系
4 结论
该除尘器最佳工艺参数为:进口气速10~18m/s;处理风量370~670m3/h;入口含尘浓度<18g/Nm3;振打周期为4min时,收尘效率大于99.4%,压力损失1450~1910Pa。其特点是:易制造,价格低廉,结构简单,体积小,操作方便,使用灵活。经在山东省海阳县水泥厂的实际应用测试,效果较佳,完全可以作为小型水泥厂除尘设备使用。
参考文献
1 江旭昌.管磨机.北京:中国建材工业出版社,1993.
2 潘孝良,赵家林.螺线型旋风除尘器的研究.中国建材,1995,(8).
3 胡国明.袋式收尘器的压力损失及参数推算.武汉工业大学学报,1993,15(2).

使用微信“扫一扫”功能添加“谷腾环保网”




