


SBR—气浮工艺处理某公司食品生产废水
概况
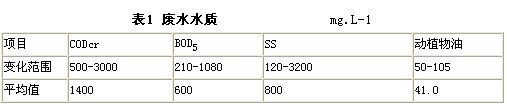
某食品公司生产过程中产生了一定的生产废水。废水的排放量旺季(9月~2月)达80m3/d,淡季(3月~8月)约40m3/d废水排入横穿市区的古运河,对古运河水体带来了一定的污染。根据厂方提供的资料,结合实验室测定数据,得到废水水质见表1。
 |
1 废水处理工艺
1.1 工程特点
①废水主要来自半成品加工车间的食品原料清洗废水。废水的主要成分为糖、淀粉、纤维素、动植物油等,属于可生物降解有机物,对微生物无毒害与抑制作用[1]。
②可用地面积小。本工程位于厂区东北角,在仓库后的一狭长区域,可用地面积约300m2。
③该公司被市环保局列人长江流域限期达标排放单位,要求的工期紧,投资少。
1.2 工艺流程
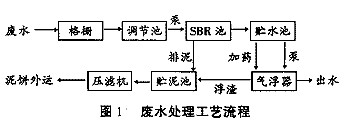
废水的BOD5/CODcr为0.4左右,可生化性较好。传统活性污泥法一般需设置二沉池、污泥回流设施,其用地及投资均比采用SBR法高。考虑到废水水质的不均匀性和季节性水量差异较大、可用地面积小等因数,本工程选用工艺简单、操作灵活的SBR工艺[2]。处理工艺流程见图1。
 |
2 主要处理构筑物及其工艺参数
2.1 格栅
设粗、细格栅各一道。平面尺寸1000mm×600mm,粗格栅栅条间隙30mm,细格秘栅条间隙5mm。
2.2 调节池
该公司废水排放变化较大,调节池需有足够的贮水容积。调节池水力停留时间取10h,总容积70.0m3,有效贮水容积50.0m3,平面尺寸为5.5m×4.0m有效水深2.3m。选用1台WQ40-15-4潜水泵将废水提升至SBR池。
2.3 SBR池
SBR池采用两组池,单地总容积70.0m3,有效容积600m3,每池平面尺寸为3.5mx4.0m,有效高度为4.5m。排水采用软管滗水器排水。设有罗茨风机2台,型号为SSR100型,1用1备,空气经膜片式微孔曝气头进入水中,气水比15:1。底部设有污泥管,排放剩余污泥至污泥地。SBR池运行周期:淡季为24h,进水1.0h,曝气5.0h,沉淀2h,排水0.5h,闲置15.5h;旺季为12h,进水1.0h,曝气 5.0h,沉淀2h用排水0.5h,闲置3.5h。
2.4 贮水池
贮水池总容积60.0m3,贮存SBR的出水,平面尺寸4.0m×5.3m,深2.8m。
2.5 气浮器
气浮器为加压回流气浮方式,回流比30%,水力停留时间40min,有效贮水容积4.3m3,有效水深2.0m,总容积为5.5m3。
2.6 污泥处置
SBR池和气浮器浮渣一并排至污泥池,污泥池有效容积为18.0m3。污泥池污泥由污泥泵提升至压滤机压成泥饼,泥饼外运处置。
3 工程调试
3.1 SBR池调试
工程调试先从SBR池开始。曝气时间为8h,污泥浓度控制在4000-6000mg/L,污泥负荷采用0.1-0.2kg[BOD]/(kg[MLSS]·d)。经过一个星期的试运行,SBR池中污泥变多,沉降性好,泥水界面清晰,通过镜检,发现优势菌种已形成[3]。
SBR池可维持较高的污泥浓度,因而反应时间相对较短。由于泥水分离通过静沉进行,可避免短路、异重流影响泥水分离效果,出水水质优于一般二沉池[4]。SBR艺的每一周期经历进水期、反应期、沉淀期等不同阶段,加速了生物种类的选择与进化,进水(厌氧)-曝气(好氧)-静沉(厌氧)交替运行,可抑制丝状细菌的大量繁殖,防止发生污泥膨胀。经过近1a的运行,至今未发生过污泥膨胀现象。
3.2 气浮调试
先将气浮池中充满清水,等溶气及回流系统正常后,再进废水,空压机始终处于自动开停状态,溶气罐中压力稳定在0.3MPa。根据进水水质及出水水质调整加药量,所选药剂为聚铝,投加量40-60mg/L。
4 处理效果及技术经济指标
4.1 处理效果
该工程于2000年6月建成并试运行,运行至今一直高效稳定。
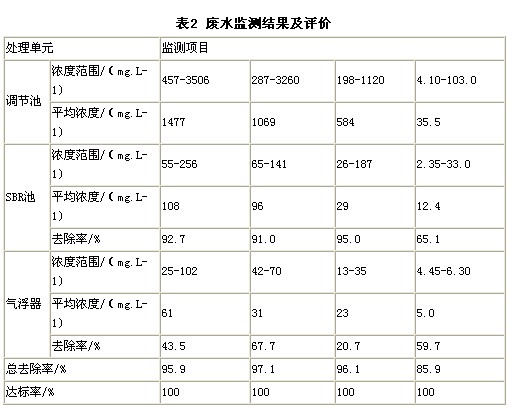
扬州市环境监测中心站对食品生产排放废水进行监测,结果表明:废水中CODCr、BOD5、SS、动植物油等平均值均符合《污水综合排放标准》GB9878-1996)中有关规定。监测结果见表2。
 |
4.2 技术经济指标
废水处理工程主要技术经济指标见表3。
 |
5 几点体会
①本工程处理系统主体是SBR池和气浮器,处理构筑物简单,运行管理方便。
②SBR池具有占地少、基建投资小、运行成本低、处理效果好等优点。
③油类在污水中的存在形态有溶解油和非溶解油,本工程采用生物和气浮法,对油类的去除效果较好。

使用微信“扫一扫”功能添加“谷腾环保网”




