


煤化工生产废水处理工程实例
0 引言
某钢铁公司煤化工厂是一个为钢铁生产配套的煤化工炼焦企业,炼焦过程及化产回收过程所产生的废水具有氨氮和COD较高的特点。该厂原采用常规生化处理工艺,COD、氨氮难以处理达标,改造工程采用一种高效微生物+A/O工艺, 取得了好的处理效果,系统已通过环保部门达标验收并稳定运行2年以上。
1 设计规模、水质及排放标准
设计污水治理规模为65 m3/h。
设计进水水质指标及排放标准见表1。
| 表1 设计进水水质 |
 |
2 废水处理工艺
工程对污染物的去除率要求比较高。常规污水预处理+生化二级处理工艺不能保证本工程的污水达标排放,特别是COD和氨氮的稳定达标。根据本项目的进出水水质特点,设计确定采用 HSBEMBM RM+A/O高效微生物生化处理为主、辅以混凝气浮等物化处理的污水治理工艺。
焦化废水处理主要是去除有机物及氨氮,生化处理是公认的污染物无害化处理的最有效、最廉价的处理工艺。近年来,随着国际上对难降解有机物降解性能的研究,焦化废水作为一种典型的含有难降解有机物工业废水,其治理的技术与工艺在国内成为热点课题,有关科研院所、大专院校与生产企业联合开发研究,提出了许多新的工艺,包括A/O、A2/O等。
在实际运行中这些工艺克服了常规活性污泥法的诸多弊病,但仍存在着微生物生存环境要求较高,总停留时间较长,占地面积较大,投资费用高,运行管理复杂,运行费用高的弊病,为此没有得到广泛应用和推广。究其原因,主要是没有从根本上解决问题,生化处理的根本是利用微生物来分解有机物,只有得到适应能力强、分解能力高的细菌才能充分发挥出生化处理的优势。
HSBEMBM RM高效微生物环保工程技术是一项先进的生化处理投菌技术(该技术已通过浙江省科技厅的技术鉴定,并已获国家专利),是把微生物经过筛选及驯化后投加入生化池中,以达到污水处理的目的。
具体工艺流程框图见图1。
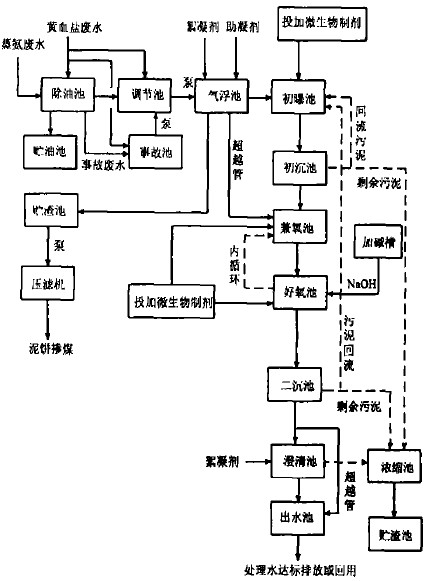 |
| 图1 废水处理工艺流程图 |
3 主要构(建)筑物
4 运行结果
5 投资及运行成本
6 结论

使用微信“扫一扫”功能添加“谷腾环保网”
如果需要了解更加详细的内容,请点击下载  煤化工生产废水处理工程实例.rar
煤化工生产废水处理工程实例.rar
下载该附件请登录,如果还不是本网会员,请先注册




