


UASB—A/O工艺处理淀粉、淀粉制糖、VB12混合废水
摘要:采用UASB—A/O工艺处理淀粉、淀粉制糖、VB12混合废水的实际运行结果表明,系统运行稳定,对 COD、NH3-N的去除率分别为98·2%和92%,出水水质达到了《城镇污水处理厂污染物排放标准》(GB18918- 2002)中的二级标准值。
关键词:淀粉;淀粉制糖; VB12混合废水; UASB反应器; A/O池
某企业年产玉米淀粉5万t,口服葡萄糖2万t、 VB123 000 kg。在淀粉、淀粉制糖和VB12的生产过程中均有废水产生。淀粉、淀粉制糖、VB12混合废水具有以下特点:废水中的有机污染物浓度高, COD为4 500~11 500 mg/L;由于VB12提炼废水的pH值范围为:2~12,导致混合废水的pH值波动大;废水水质变化大,冲击负荷高;成分复杂,处理难度大。此外,废水的BOD5/CODcr>0·47,因而可生化性较好,可采用生物法处理。根据混合废水的特点,以及相关行业废水处理现状和处理技术,本企业选择了UASB—A/O处理工艺。随着环境污染危害的日益凸显,国家下大力度整治企业的三废排放问题,这也促使企业加快了废水处理工程的建设步伐,在取得经济效益的同时还要考虑环境效益。
1 废水水量及水质
设计水量为5 000 t/d。设计进水水质:pH= 4.5,COD≤5 500 mg/L,BOD5≤4 500 mg/L,SS≤ 750 mg/L,NH3-N≤300 mg/L。出水水质:满足《城镇污水处理厂污染物排放标准》(GB18918- 2002)中的二级标准值:即COD≤100 mg/L,BOD5 ≤30 mg/L,SS≤30 mg/L,NH3-N≤25 mg/L,pH =6~9。
2 废水处理工艺
废水处理工艺流程见图1。
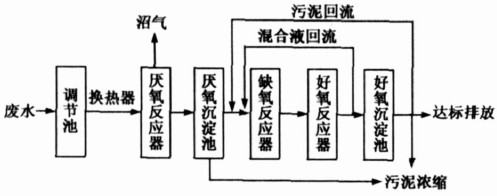 |
| 图1 UASB(上流式厌氧污泥床)—A/O(缺氧/好氧) 工艺流程图 |
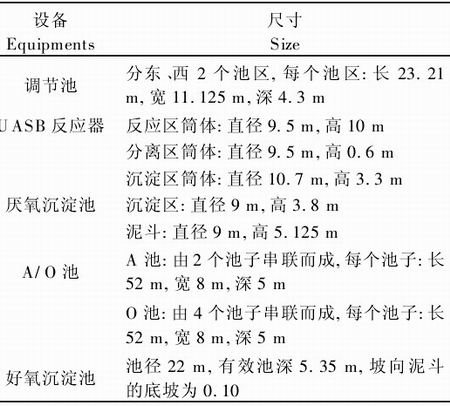
上流式厌氧污泥床(UASB)是第二代高效厌氧反应器,在反应器中可形成产甲烷活性高、沉淀性能良好的颗粒污泥,能够承受高有机负荷和水力负荷, 因而广泛应用在轻工、制药等高浓度有机废水处理工程中[1-4],本工程亦采用UASB反应器作为厌氧处理单元。由于单纯采用厌氧处理很难实现出水达标排放,故参考同行业及相关行业废水处理现状和处理技术,最终选择了UASB与A/O相结合的处理工艺。工艺流程中的主要设备尺寸见表1。
| 表1 UASB—A/O工艺流程中的主要设备尺寸 |
 |
(1)调节池采用地上式钢筋混凝土结构,总有效容积为 2 220 m3,分东、西2个池区,轮流进行调节工作,停留时间为11 h。
功能:调节池分东、西2个池区,独立使用,分别具有进水、出水口,通过阀门控制,轮流用于废水的 COD浓度、pH值及反应器进水量调节。
(2)UASB反应器
采用地上式碳钢结构,外表面保温采用5 cm厚的岩棉。共4座UASB反应器,每座的有效容积为1 000 m3。采用中温消化,温度控制在(35±1)℃,水力停留时间为20 h,设计容积负荷为6 kg COD/(m3· d)。
功能:废水首先通过反应器下部的均匀布水系统,在反应器底部的污泥床上,由厌氧微生物将大部分有机物降解为沼气;厌氧混合液(沼气、污泥、废水)向上经过三相分离器完成沼气、污泥、废水的良好分离,并防止了污泥的流失;在沉淀区内废水中的污泥沉降分离返回到污泥床层,有效的保证厌氧反应器中具有较大的污泥存有量,并在反应器中培养、驯化出大量的高活性厌氧颗粒污泥。反应器的构造示意图如图2所示。
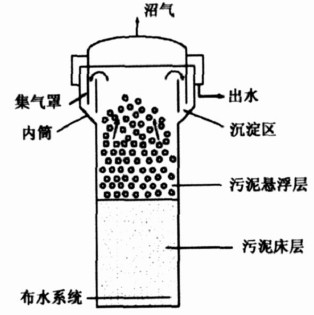 |
| 图2 UASB反应器构造示意图 |
(3)厌氧沉淀池
采用地上式碳钢结构,竖流式沉淀池。共2座, 每座的有效容积为350 m3,停留时间为7 h。
功能:对厌氧反应器出水进行泥水分离,厌氧污泥向沉淀池底部沉淀,然后经输泥管道运送到污泥浓缩池,经混凝、脱水,做成泥饼;上清液向上经溢流堰排入出水口,通过输水管道进入下一个处理工段。
(4)A/O(缺氧/好氧)池
采用地上式钢筋混凝土结构,A池的有效容积为4 160 m3,O池的有效容积为12 480 m3。
功能:将A/O工艺作为UASB厌氧工艺的后续处理。UASB出水先进入缺氧池(A池),再进入好氧池(O池),并将好氧池的混合液部分回流到缺氧池,好氧池混合液的回流保证了缺氧池和好氧池中有足够数量的微生物,并使缺氧池得到好氧池中硝化所产生的硝酸盐。而原水和混合液的直接进入,又为缺氧池反硝化提供了充足的碳源,使反硝化反应能够顺利进行。反硝化反应后的出水可在好氧池中进行有机物的降解和硝化,反硝化过程中生成的碱度可补偿硝化反应消耗的碱度。
(5)好氧沉淀池
采用辐流式沉淀池,池身为地上式钢筋混凝土结构,刮泥机为碳钢结构,有效容积为1 750 m3。
功能:对A/O池出水进行泥水分离,好氧污泥向沉淀池底部沉淀,部分进行污泥回流,回流至缺氧池,保证缺氧池和好氧池中有足够的污泥浓度,剩余污泥经输泥管道运送到污泥浓缩池,混凝、脱水,做成泥饼;上清液经出水口排入市政管网。
3 系统的启动运行
3.1 厌氧反应器的启动及运行
接种污泥以城市污水处理厂厌氧消化污泥为主,并按1∶1比例投加猪粪,接种污泥的VSS/SS (挥发性悬浮固体体积分数/悬浮固体体积分数)为 0·56,污泥接种量为20 gVSS/L。接种污泥投加量为UASB反应器有效容积的30%。
厌氧反应器的启动及运行一般分为3个阶段, 即启动阶段、负荷提高阶段、稳定运行阶段。启动阶段采用低有机浓度、高水力负荷、连续进水的方式, 控制一定的进水COD浓度及进水量,控制水温为 (35±1)℃,对所接种的厌氧污泥进行培养驯化,使其适应进水水质;负荷提高阶段,首先逐步提高进水量,然后逐步提高进水COD浓度,来实现容积负荷的提高,使微生物逐步适应较高的运行负荷;稳定运行阶段则是在较高的进水负荷水平上稳定运行,考察厌氧反应器的处理效果,并观察相关因素对厌氧反应过程的影响。UASB厌氧反应器启动运行情况见表2,由表可知,当进水COD浓度在5 500 mg/L 左右波动时,出水COD可达320~430 mg/L,COD 平均去除率为93·2%,有机物去除率高,反应器运行稳定。
| 表2 UASB反应器启动运行情况 |
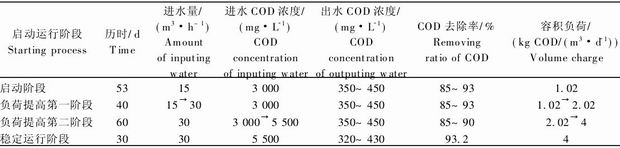 |
为了考察厌氧反应器处理混合废水的效能,污泥颗粒化完成后,又进一步提高了反应器的负荷。进水流量由30 m3/h逐步提高到50 m3/h,反应器水力停留时间由33 h减少到20 h。相应反应器运行负荷由4 kg COD/(m3·d-1)提高到了6 kg COD/(m3·d-1),COD去除率仍保持在90%以上。可见,负荷的提高对反应器的运行效果未产生明显的影响,厌氧反应器运行稳定正常。
3.2 A/O池的启动及运行
从城市污水处理厂的好氧沉淀池采取接种污泥,接种污泥浓度为4·1 g MLSS/L。
A/O池经过40多天的污泥驯化,MLSS(混合液悬浮固体体积分数)增至4 000 mg/L,SV(污泥沉降比)增至30%左右,DO控制在2~2·5 mg/L, 出水COD浓度达到250 mg/L,菌种已基本适应废水水质。将好氧池的混合液与好氧沉淀池的污泥部分回流至缺氧池,回流比为150%,保证A/O池足够的污泥浓度,为缺氧池反硝化提供充足的碳源,使反硝化反应能够顺利进行。经过大约20 d的运行, 好氧沉淀池出水COD浓度已达到100 mg/L,COD 去除率达到75%;当进水NH3-N浓度140~180 mg/L时,出水NH3-N浓度最低达10 mg/L, NH3-N去除率达到92%;SS(悬浮固体体积分数) 降到20 mg/L。A/O池运行状况良好。
4 运行处理效果
废水处理工程采用的厌氧反应器为UASB反应器,稳定运行结果表明:采用UASB反应器处理淀粉、淀粉制糖、VB12混合废水,可培养出高活性颗粒污泥,当反应器容积负荷达到4 kg COD/(m3· d-1)时,COD去除率可达到93·2%,反应器出水 COD平均为375 mg/L。进一步的效能考察运行结果表明:污泥颗粒化的厌氧反应器容积负荷可达到 6 kg COD/(m3·d-1),COD去除率为90%。
A/O池作为UASB反应器的后续处理设施,使厌氧出水得到了进一步的净化,整体处理系统出水 COD浓度降至100 mg/L,COD去除率为98·2%, 且具有很好的除氮效果,出水NH3-N浓度最低达 10 mg/L,NH3-N去除率为92%。系统总体出水达到了《城镇污水处理厂污染物排放标准》(GB18918- 2002)中的二级标准值。其中缺氧池作为中间设置, 充分考虑了厌氧、好氧生化处理单元间的生物特性差异,顺利实现了两者之间的过渡和衔接。
5 结论
(1)UASB—A/O组合工艺对淀粉、淀粉制糖、 VB12混合废水具有很好的处理效果,当进水COD 浓度为5 500 mg/L时,系统出水COD浓度可达 100 mg/L,COD去除率为98·2%,主要污染指标也均达到了《城镇污水处理厂污染物排放标准》 (GB18918-2002)中的二级标准值。
(2)选择UASB反应器作为厌氧生物处理装置,其具有占地面积小、处理能力大、处理效率高、操作简单,并可产生沼气等优点。A/O池作为UASB 反应器的后续处理设施,使厌氧出水得到了进一步的净化,其中A池作为中间设置,充分考虑了厌氧、好氧生化处理单元间的生物特性差异,顺利实现了两者之间的过渡和衔接。
参考文献:
[ 1 ] 王培京,刘战,葛平,等.厌氧-好氧两极生化法处理土霉素生产废水[J].环境工程,2003,21(1):27-29.
[ 2 ] 戴建强,郑敏.厌氧-好氧生物法处理玉米淀粉生产废水[J].中国资源综合利用,2004(2):6-7.
[ 3 ] 黄芳,王丹宇,涂德贵.UASB—活性污泥工艺处理葡萄糖生产废水[J].中国给水排水,2003,19(3):72- 74.
[ 4 ] 刘翠英,张华涛,刘锦.厌氧—接触氧化工艺处理 VB12、淀粉混合废水的研究[J].中国沼气,2000,18 (3):24-27,34.
[ 5 ] 王培京,刘战,葛平,等.厌氧-好氧两极生化法处理土霉素生产废水[J].环境工程,2003,21(1):27-29.
[ 6 ] 戴建强,郑敏.厌氧-好氧生物法处理玉米演粉生产废水[J].中国资源综合利用,2004(2):6-7.
[ 7 ] 黄芳,王丹宇,涂德贵.UASE—活性污泥工艺处理葡萄糖生产废水[J].中国给水排水,2003,19(3):72- 74.
[ 8 ] Hivayogimath C B, Ramanujam T K. Treatment of distillery spentwash by hybrid UASB reactor[J].Bio- process Engineering, 1999,21:255-259.
[ 9 ] 杨景亮,刘翠英,刘三学.UASB反应器处理维生素演粉混合废水的研究[J].环境科学,1996,17(6):63- 65.
[10] 俞辉群,译.水环境净化及废水处理微生物学[M].北京:中国建筑工业出版社,1985.

使用微信“扫一扫”功能添加“谷腾环保网”
如果需要了解更加详细的内容,请点击下载  UASB_A_O工艺处理淀粉_淀粉制糖_VB_12_混合废水.rar
UASB_A_O工艺处理淀粉_淀粉制糖_VB_12_混合废水.rar
下载该附件请登录,如果还不是本网会员,请先注册




