


某啤酒厂SBR废水处理工程实例
1 项目简介
啤酒生产废水主要来自两个方面:一是大量的冷却水(糖化、麦汁冷却、发酵等) ,二是大量的洗涤水、冲洗水(各种罐洗涤水、并洗涤水等) 。废水超标项目主要是COD、BOD5、SS三项。啤酒废水的特点是水量大,无毒有害,属高浓度有机废水。
该厂设计生产啤酒 10 万t/a,吨酒排废水量约为 20-25t,根据现场水量调查,经建设方确认该设计规模为处理量 3333m3/d。选用水解酸化—序批式间歇反应器(SBR)工艺,要求出水达到国家《污水综合排放标准》 (GB8978-1996)的一级标准,其设计水质和排放要求见表 1。
 |
| 表1 水质指标及排放标准 |
2 工艺流程及主要设计参数
2.1 工艺流程
该工程采用水解酸化—序批式间歇反应器(SBR)工艺,工艺流程图见图 1,构筑物参数见表 2.
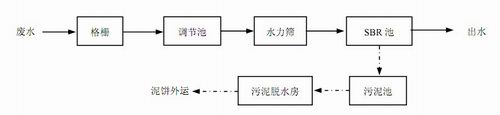 |
| 图1 工艺流程图 |
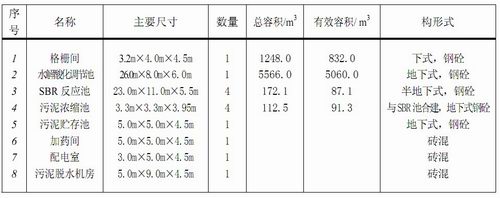
2.2 主要构筑物设计参数
 |
|
表2 构筑物设计参数 |
2.3 工艺说明
2.3.1 啤酒废水的悬浮物(ss)较高,主要来源于发酵工艺中未能充分回收酒糟及洗瓶工序中洗下的标签等,本设计采用机械格栅和水利筛作为有效去除悬浮物的手段。
2.3.2 啤酒生产为间歇操作,有时不合格的啤酒也会直接排放,因此废水的水质和水量波动较大,考虑到 SBR池本身也有较强的适应性,设计中把调节池和水解酸化池合建,节省了工程投资,也减少了占地面积。通过水力停留时间和水中溶解氧的浓度使生物的厌氧消化过程控制在水解及产酸阶段。
2.3.3 SBR池进水、进气阀门的切换,鼓风机的启、停,滗水器的升、降及剩余活性污泥的排放,均由 PLC 控制完成,SBR池曝气方式采用半限量曝气,其运行周期为 8h,每个周期有进水、曝气、沉淀、排水 4个工作阶段,其中进水与曝气阶段有部分时间是同时进行的。
3 治理效果及经济效益分析
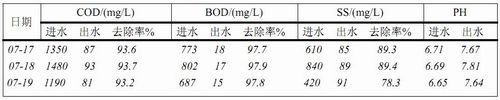
3.1 治理效果
水解酸化加 SBR 工艺处理啤酒废水具有较好的稳定性,在进水 COD 变化较大的情况下,出水 COD均能达到排放标准,这主要是因为 SBR 处理工艺是一种运行周期内完全混合、运行周期间序推流的理想技术,这种特性使得其对污染物有优良的处理效果,且具有良好的抗冲击负荷和防止活性污泥膨胀的性能。
 |
|
表3 监测结果 |
3.2 经济效益分析
本工程经过一年多的运行后,进行各项费用经计算和实测,废水平均处理成本为 0.82 元/m3 (不含折旧和大修费),其主要成本中电费为 0.58元/m3 。

使用微信“扫一扫”功能添加“谷腾环保网”




