


玉米酒精废水处理工程实例
1 工程概况
某酒精厂以玉米为原料生产酒精,所排废水主要是粗馏塔的废醒液,以及其他车间的冷却水、洗涤水和冲洗水等。酒精废水以有机物为主,废水排放量为 750m3/d,设计水量为 1200m3/d。处理后出水水质达到国家《污水综合排放标准》GB8978-1996 酒精工业二级排放标准,设计进水水质和排放标准见表 1。
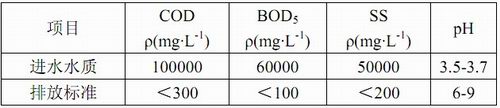 |
| 表1 实际水质和排放标准 |
2 工艺选择及主要运行参数
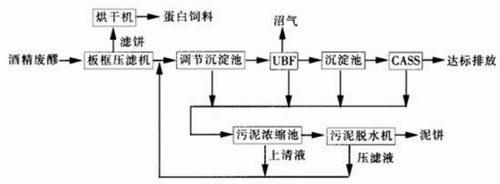
2.1 工艺路线图
 |
2.2 工艺说明
该废水处理系统采用固液分离提取饲料,厌氧处理制取沼气,好氧处理达标排放的技术路线。厌氧处理前的固液分离采用XM80/800-u型板框压滤机,所得滤渣含水率为75%左右,经烘干成为DDG蛋白饲料。滤液中由于大部分悬浮物(90%以上)被去除,使COD的质量浓度降至25000mg/L,BOD的浓度降至6000mg/L,SS的质量浓度降至2500mg/L。出水30%(约300m3)回用酒精车间拌料。
厌氧处理采用新型高效的厌氧复合床反应器(UBF)。设计温度为35-38℃;设计流量1200m3/d;进水COD的质量浓度为18000-20000mg/L;去除率85%-90%;反应器单体直径8m,总高度12m,有效容积500m3;污泥悬浮层高度为2m;填料层2m;填料层和三相分离器的间隔高度设计为1m;三相分离器和排水高度设计为4m;UBF中安装YDT弹性立体填料。
好氧处理采用周期循环活性污泥法(CASS)技术。运行采用限量曝气方式,进水4h,然后曝气2h,沉淀1h,排水1h。
2.3 关键技术
玉米原料首先经过脱胚生产油,剩下的淀粉经过拌料,中温蒸煮,用水冷却(回收复用),加酶糖化(双酶法),用水冷却(回收复用),高温连续酵母发酵,差压蒸馏生产酒精,产生的酒精槽及其废液采用固液分离提取饲料,厌氧处理制取沼气,好氧处理达标排放的技术路线。
2.4 主要运行参数
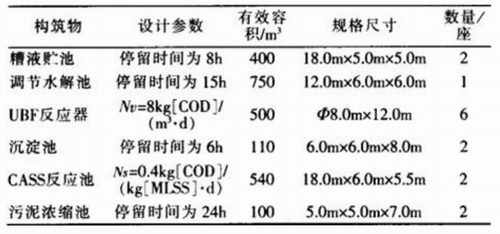
本废水处理工程主要构筑物尺寸及设计参数见表 2。
 |
|
表 2 设计参数和主要构筑物 |
3 经济效益分析
3.1 投资费用
工程总投资为550万元,工程运行费用每年为434.3万元,单位处理成本为19.3元/m3。
3.2 效益分析
3.2.1. 回收收入
饲料车间每年生产饲料9720t,每吨按最低价800元计算,每年带来777.6万元的经济效益,厌氧每年产生150x104m3沼气,按0.5元/m3,可折合75万元。
3.2.2. 净效益
每年可得到418.3万元的利润,相当于每1m3废水带来18.6元的利润。

使用微信“扫一扫”功能添加“谷腾环保网”




