


山东省某酒厂废水处理工程实例
更新时间:2010-12-21 10:34
来源:
作者:
阅读:2100
1 工程概况
山东省某酒厂以薯瓜为原料,采用液态发酵法生产白酒,年产酒精1.5万吨,槽液排放量为每日950m3。该厂原槽采用人工分离,然后经过厌氧接触法和UASB法将有机物由COD=50000mg/L,降至COD<1200mg/L,最后串接SBR法COD削减到220mg/L,满足排放标准。
该厂废水的治理着重解决了温度处理、悬浮物处理和颗粒化污泥的培养几方面,目前运转很好,不仅废水得到了根治,同时由于合理使用厌氧工艺,每天回收沼气8000m3,相当于每日节约标准煤8吨。如果正常运转6-8年即可收回该厂在废水处理上面的投资,真正做到了社会效益,环境效益和经济效益三丰收。
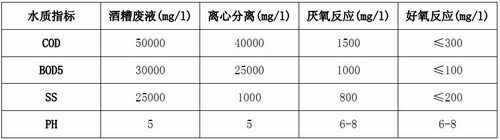
2 主要水质指标
 |
|
表1 原水水质指标及经各处理单元后水质指标 |
经过上述处理,排水可低于GB8978-96现有企业一级排放标准
3 工艺流程图及工艺说明
 |
|
图1 工艺流程图 |
生产废水进入离心分离机进行固液分离,降温后进行厌氧反应,厌氧反应器有接触厌氧池和UASB。通过厌氧处理,厌氧处理后的废水进入好氧处理池,以进一步去除污染物从而达到排放。常用的好氧处理方式有接触氧化法、活性污泥法与SBR法,其中SBR法尤其适用于浓度、水量变化大的废水处理。好氧所产生的污泥可大部分回流至厌氧池进行消化,剩余污泥脱水后可做肥料。
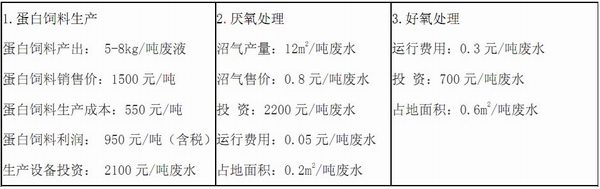
4 经济效益分析
 |
声明:转载此文是出于传递更多信息之目的。若有来源标注错误或侵犯了您的合法权益,请作者持权属证明与本网联系,我们将及时更正、删除,谢谢。

使用微信“扫一扫”功能添加“谷腾环保网”




