


MBR污水处理技术在炼油污水中的应用
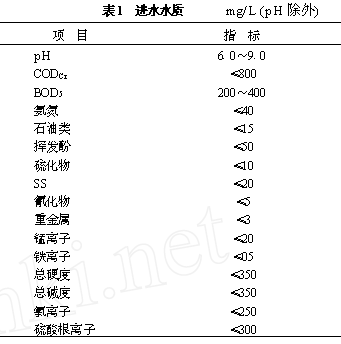
摘 要:膜生物反应器(MBR) 是膜技术和污水生物处理技术相结合的污水处理新工艺。金陵分公司污水处理场新建一座MBR处理装置,处理量为250 t/ h ,自2005 年11 月正式投用,至今已连续运行一年的时间。该装置对炼油污水COD、油、硫、酚、氨氮、浊度的平均去除率分别稳定在80 %、60 %、100 %、98 %、90 %、99 %以上,为炼油污水回用创造了条件。
关键词:膜生物反应器,膜污染,污水处理,污水回用
膜生物反应器(MBR) 是一种新型高效的污水生化处理系统, 它是把生物处理和膜分离技术相结合的处理工艺。它应用微滤或超滤膜对生化后的水进行过滤代替传统的二沉池出水。把大分子颗粒和活性污泥截留在生物处理池中, 使处理后的水几乎不含悬浮物和细菌。大大提高反应器的污泥浓度,同时具有出水水质好、耐冲击负荷强、污泥流失少等优点。
1 应用工艺流程及方法
1.1 工艺流程
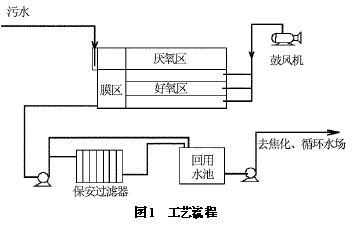
金陵分公司与诺卫环境安全工程技术( 广州) 有限公司合作, 在金陵分公司净水车间的污水处理过程中引用了MBR污水处理技术,对炼油污水进行处理,并于2005 年8 月开始兴建一座处理量为250 m3 / h MBR处理装置,工艺流程如图1 。
 |
1.2 工艺流程说明
污水经二级隔油—二级浮选—均质罐后自流进入过滤器,经过滤器将粒径大于112 mm 的杂物截留,其作用是去除水中大颗粒悬浮杂质,以防止其在曝气池沉积和保护膜表面不受损伤。预过滤器的出水进入混合段,在进水混合段装有潜水推进器。提供缺氧池间不断循环。同时潜水推进器将好氧区回流的混合液与进水充分混合推流进入缺氧区,缺氧区设有潜水搅拌器,保证了混合液在该区内的充分混合, 保持悬浮状态不会沉淀。在缺氧区内,大分子量长链有机物分解为易生化的小分子有机物。污水在缺氧池内的水力停留时间为4~6 小时,然后进入好氧区。好氧池底铺设有曝气装置不间断进行曝气, 污水在此池内进行有机物生化降解, 去除水中的BOD5 和COD。好氧区末端为膜分离区, 简称膜区, 膜区内MBR 膜件下部还设置有间歇式的曝气装置, 定时吹扫抖动膜片,以缓解MBR膜周边的污泥浓度累积。处理后的污水经MBR 膜分离后, 由提吸泵排出, 经膜生物反应器处理后的净水直接排放或回用, 当出水浊度超标时,则将一部分MBR出水打入保安过滤器进行深度处理, 再进入回用水池。系统的少量剩余污泥通过膜区污泥泵定期排出, 同时控制系统内活性污泥的浓度。
本工艺膜生物反应器根据生物的工艺要求,建有两个生物反应区,其中一个为好氧区( 硝化池) , 另一个为缺氧区( 反硝化池) 。因此除了具有有机物降解功能外,还具有硝化和反硝化作用,提高了系统对NH3 - N的去除能力。
1.3 系统组成
本处理系统主要由MBR 系统和保安过滤系统( CMF 连续微滤系统) 组成。MBR系统是由缺氧池、好氧曝气池、膜分离池、化学清洗及反洗系统组成。缺氧池、好氧池及膜分离组件是MBR的核心,定期水反洗,化学反洗及化学清洗则对保持膜组件和透水能力起着极大的作用。
膜区下部设有曝气装置, 曝气装置完成两种功能,既进行膜和气水振荡清洗, 保持膜表面清洁,又为继续在该段进行生物降解的生物提供所需的氧气。为了保证MBR 膜组件具有良好水通量,能持续、稳定地出水,本系统设计使用反洗、化学反洗及化学清洗PLC自控程序。保安过滤系统也设有反洗和化学清洗系统。
水反洗程序:MBR按一定的周期( 可根据运行情况调整) 以组件为单位依次自动进行反洗,以恢复膜的水通量。在反洗过程中, 由反洗泵从清水池/ 反洗水池内将滤过水经MBR膜组件的清水出口由泵打入中空纤维膜区进行清洗。
化学反洗程序:MBR运行一段时间若将由PLC 控制自动进行化学反洗,化学反洗的过程与清水反洗相同,只是分别由柠檬酸加药泵,次氯酸钠加药泵将清洗药品加入反洗管内。柠檬酸有助于去除附在膜上的无机结垢物,次氯酸钠有助于去除有机物附着物。每次化学反洗时并非都要加入上述两种药液,而是根据MBR运行的情况而定。
化学清洗程序:化学清洗是在MBR运行的半年至一年间( 具体时间需根据进水水质及设备运行情况确定) 。对膜组件进行彻底清洗。清洗时用吊车将一套膜组件从曝气池内提出,浸泡到预先配好的药液( 柠檬酸或次氯酸钠) 的化学清洗液槽中,每次可浸泡一套膜组件,以充分去除附在膜组件上的污染物,清洗完毕后,再由吊车吊回曝气池内,与化学反洗相似,每次化学清洗并非都需要上述两件药液浸泡,而是根据MBR的运行情况而定。化学清洗槽内的药液可定时定量计量,通过柠檬酸加药泵和次泵酸钠回加泵以及槽内的液位控制装置可自动控制槽内的药液浓度。化学清洗槽后有一台循环泵与真空泵共用的双向泵,循环泵的作用是充分混合化学清洗液,以便于彻底清洗。
 |
由于金陵分公司炼油原油品种70 %是进口原油,且含硫量比较高,因此排放的废水中含有大量的有毒有害物质,在废水中所带的一部分难于降解的污染物,加大了炼油废水处理的难度。因此,在生化处理过程中得不到很好的处理,从而增加了很大难度。
2 运行情况
2.1 膜生物反应器的运行性能
本工艺采用的聚偏氟乙烯( PVDF) 中空纤维膜膜生物反应器(MBR) ,是诺卫公司开发出的高抗污染性PVDF 中空纤维膜及有效的清洗技术, 它具有如下的特点:
(1) 膜材料为PVDF ,自身抗污染能力强,不易被污染物粘附,易清洗,适于污水处理;
(2) 孔隙率高(达85 %以上) ,通量大[ 高达10 ~15 L/ (m2 ·h) ] ;
(3) 膜材质化学性能稳定,抗氧化能力强,可以用酸、碱氧化剂清洗,配上独特的清洗系统,清洗后通量可完全恢复;
(4) 能耗低,出水水质好,水中悬浮物和浊度接近于零,可直接回用;
(5) 系统自动化程度高,采用PLC 控制,可实现全程自动化控制。
2.2 一级处理效果
根据诺卫公司原设计,用二级浮选出水直接进入MBR 系统进行处理,进出水水质如表2 。
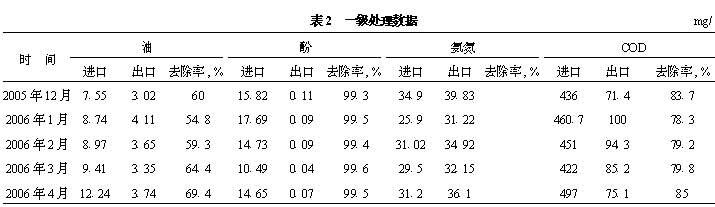 |
从表2 可以看出,氨氮的效果几乎为负数,主要是因为在MBR 的生化池中回流比过大,COD 的去除没有一个梯度。因此,硝化的条件不足,难于形成硝化反应,硝化菌是一种自养菌,它们在生长繁殖过程中,不需要水中的有机物为养料,因此水中COD 不能太高,否则将引起异养菌的大量繁殖,抑制硝化菌的生长,对硝化作用产生不良影响。一般控制污水中COD 小于180 mg/ L 。但在同级MBR 池中难于达到这样的环境,所以对氨氮的去除不起作用。
COD 的绝对值几乎保证在70~100 mg/ L ,而传统的推流式曝气池10 号池的出水COD 在150 ~250 mg/ L 之间;看来MBR 对COD 的去除远好于传统曝气池,去除率能稳定在78 %~85 %。
2.3 二级处理效果
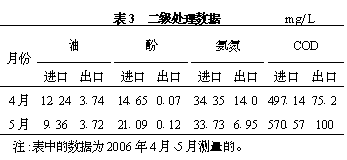
根据一级处理的情况分析,MBR 池对氨氮的处理效果几乎为零,主要原因是碳源过高,没有硝化反应的条件和环境,所以对氨氮的处理不起作用,为了解决这个问题,利用一个4 000 m3 的推流式生化池当作一级处理, 处理后的污水再进入 MBR 池进行处理。这样就可以把大部分的碳源从9 号池去除掉。到MBR 的污水就可以在低碳的情况下进行硝化反应,然后再进行反硝化,从而去除氨氮,处理数据如表3 。
 |
2.3.1 处理COD 的效果评价
炼油污水中,含有大量的难降解有机物和有毒有害物质,特别是加工高含硫原油的炼油污水,给生化处理带来较大的困难。虽然生化进水COD 值不高,但由于硫化物和氨氮的叠加作用会影响和抵制微生物的生长,从而使生化难于进行。MBR 装置运行的前三个月时间,COD 曾稳定在60~90 mg/ L ,尽管有时会受上游装置开停工的冲击,但系统出水都能稳定在这一范围,保持COD 去除率在78 %~85 %。由此可见,MBR 在保证具有良好的出水水质和高去除率方面有非常重要的作用。
2.3.2 处理氨氮的效果评价
在炼油污水处理系统中对污水的氨氮处理是比较困难的,它需要比较长的生化时间,必须在低碳的环境中生成硝化菌,利用硝化菌去除氨氮。本工艺利用一级生化,先除去COD ,COD 值150~ 200 mg/ L 时,再进入MBR 系统,这时,MBR 池中的硝化菌能大量繁殖,从而进行硝化反应。p H 从中也会降低1~115 个单位。为了使其在碱性条件下进行硝化反应,加碱调节p H 至7.2 以上,这样 MBR 出水氨氮浓度维持在5 mg/ L 以下,在实际的操作中只要不受冲击,不打破平衡,氨氮的去除率都能稳定在90 %以上。
3 影响因素及存在问题
3.1 污泥浓度
从运行情况看,MBR 生物反应池的污泥浓度高低也会直接影响处理效果。在实际操作中,池中的污泥浓度容易上升,因为有膜的存在,活性污泥无法流失。因此,污泥的生长速度较快,污泥浓度过高时,碳源又不够,这时污泥会自身氧化、分解。从而使COD 升高,影响出水的COD 值,在实际操作中一般控制在2 500~4 000 mg/ L 。
3.2 溶解氧
溶解氧的高低也会直接影响活性污泥的生长,当溶解氧过高时,会使污泥分解,产生大量的泡沫,使污泥活性降低,从而影响处理效果,产生大量的泡沫,会溢流至池外,造成环境污染。在生产过程中,溶解氧一般控制在2~4 mg/ L 。
3.3 pH值
在MBR 生物反应池中,p H 值是变化的。因为硝化反应生成硝酸盐要能释放出强酸,使污水 p H 值降低,而硝化作用需在弱碱条件下进行,为保证硝化作用的正常进行,需向污水中加碱,调整污水p H 在7.2 以上。
3.4 存在问题
(1) MBR 生物反应器应用于炼油废水处理中,石油类物质对膜的污染是比较敏感的,膜长期浸泡在炼油污水中,表面会吸附和积累石油类,从而会使通量下降,最后会影响处理量。
(2) 由于膜的作用,活性污泥不可能流失,因此,过剩的活性污泥量会多很多,为了确保正常的生产,每天需排过剩污泥,这样给污泥的后处理增加了费用。
(3) COD 的去除率还不够理想,虽然比传统的生化曝气有比较大的优势,但作为一种新技术,处理有机物,最后的绝对值还停留在70~100 mg/ L , 有待进一步完善。
(4) 由于活性污泥的生长速度快,容易使池中产生大量的泡沫。若发现不及时,没有及时调整工艺参数,就容易产生溢池,污染环境。
4 成本核算
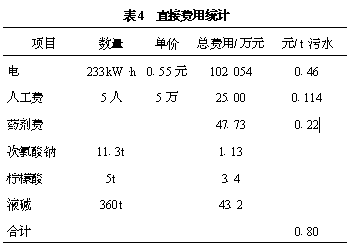
4.1 直接成本
直接成本,如表4 。
 |
4.2 间接费用
4.2.1 膜更换费用
膜的寿命年限以5 年计,每片面积为1215 m2 MBR 膜的成本在2 000 元;则每产一吨水,膜更换费用为:0.36 元
4.2.2 系统折旧
设备系统折旧年限以10 年计,则每产一吨水折旧费用为:0.418 元土建系统折旧年限以20 年计,则每产一吨水折旧费用为:0.16 元以上三项合计: 0.36 + 0.418 + 0.16 = 0.938 元/ t 413 总的费用直接费用+ 间接费用: 0.80 + 0.938 = 1.738 元/ t
5 结论
(1) 该聚偏氟乙烯中空纤维膜生物反应器,在一定的操作条件下,工作通量为10~15 L/ (m2 · h) ,刚开始三个月内通量有所下降,连续运转三个月后,通量比较稳定,压力没有继续向上升的趋势。
(2) MBR 系统处理炼油废水,采用二级氧化后,COD、油、N H3 - N、浊度的平均去除率分别稳定在80 %、60 %、90 %、99 %以上,比传统的生化效果有明显的效果优势。
(3) MBR 系统的出水,基本上不带菌类,运行半年来,出水后的管线,池壁都不长藻类,为回用后续工艺,打好了基础。
(4) MBR 系统在保证出水水质良好和去除率的稳定性方面起着非常重要的作用。
(5) MBR 装置自控程度高,系统运行稳定,各设备、管道、阀门、仪器、仪表特别是核心部件膜组件能正常工作。

使用微信“扫一扫”功能添加“谷腾环保网”




