


高浓度酸性废水处理技术
摘要: 采用电腐蚀一中和反应一内电解一混凝沉淀一厌氧一好氧组合工艺,对某企业排放的高浓度酸性生产废水进行了中试研究。研究结果表明,废水经本工艺处理后,CO1)、BOD 的总去除率达到99% 以上,出水pH7~8,符合国家《污水综合排放标准}(8978—1996)中二级排放标准的要求。
关键词: 内电解,混凝沉淀,厌氧,好氧
济南某公司在利用米糠、棉壳、玉米心等农副产品与稀硫酸共热,多糖发生水解、重排、脱水等反应生产某产品时,排放出的污水成分复杂,呈较强的酸性、有机污染负荷高、水温及色度较高。废水中的污染物均属于低碳有机醛、糖、醇、有机酸等,还含有硫酸以及多种难生物降解的有机物。其中COD平均浓度达20000 mg/l以上,pH值为2.5~3.0。本研究采用了比湿式氧化学、吸附法以及萃取法等其它方法更为经济可行的生化学,并辅以必要的物理、化学前置预处理措施,以降低废水的毒性,进一步提高废水的可生化性,降低废水中的有机物的含量,使处理后的出水量终达标排放。
1 废水的来源及水质参数
本研究中试阶段在济南某公司污水处理站现场,原水取自企业生产所排放的废水,其污染物的水质情况见表1。
 |
2 工艺路线的选择及流程的确定
2.1 主体工艺路线及流程
生产废水本身含有机质较多,浓度较高,COD 最高为23520 mg/l,而且酸度大、毒性高,不能直接进行生化处理。因此,中试试验采用物化与生化相结合的工艺,即电腐蚀-中和反应-内电解-混凝沉淀-厌氧-好氧工艺(见图1)。
本工艺的选择主要是基于以下几点来考虑的:
(1)电腐蚀池是利用电化学腐蚀原理,酸性废水中的H与铁屑反应,使废水的pH 值升高,提高废渣的沉降性能,同时废水中的COD也可降低。而且Fe(OH)2,也是良好的絮凝剂,在后续单元可节省大量的药剂,降低处理成本。
(2)在中和反应单元能发生多步化学反应,通过药剂的加入,有利于将废水中的小分子朋机物氧化,提高难降解有机物的可生化性,还可将废水中的大分子有机物混凝去除。
(3)在内电解单元中,以废铁屑和活性炭作为填料,形成原电池,同时加入催化剂组成新的氧化一还原体系。正极产生的新生态[H]与负极产生的Fe2+ 具有较高的化学活性,与废水中的一些组分发生氧化=还原反应。在铁屑中抽的活性炭的表面含有大量酸性基团或碱性基团,使得活性炭不仅具有吸附能力,而且还具有催化能力。同时,电池的电极周围存在电场效应,经过电极反应,还能破坏污染物的分子结构,进而达到了去除废水中的污染物的目的,并且能够提高废水的可生化性。
(4)混凝沉淀单元中,通过混凝剂、助凝剂及废水中所存在的Fe2+/Fe3+ 的作用,破坏废水中胶体的稳定性,使细小的胶体微粒凝聚成较大颗粒沉淀下来,可以较大量地去除废水中的COD。废水中存在的缓冲体系,还可以保证后续的厌氧生物处理过程中存在足够的碱度。另外,废水中残存的铁也会在废水的生物处理过程中产生应有的作用。
(5)生产废水经过预处理后,污染负荷已大大降低、pH 值升高、毒性降低,可生化性提高。但必须再经过一定的生化处理,才能保证最后出水达标排放。
(6)厌氧处理单元特点是:采用纤维束作为填料,这不仅可以增加生物量,又可阻截污泥流失,提高反应器滞留污泥的能力。废水进入反应器后,在厌氧菌的充分作用下,长链分子被打断、分解,废水中有机物浓度降低,容易被后续的好氧菌分解。
(7)好氧工艺采用处理能力大、去除率高、耐负荷变动的冲击力强、运行灵活、生物量高的生物接触氧化法。此法剩余污泥量少、运行及管理方便,污染物去除能力稳定在一定的水平上,克服了传统活性污泥法的污泥膨胀问题,基本上不需要污泥回流。
2.2 工艺流程图
 |
3 主要构筑物工艺设计
3.1 电腐蚀池
提高废渣的沉降性能,减少石灰用量,降低处理成本。构筑物尺寸4000×3000×3000mm,内装废铁屑作为填料,停留时问为8 h。钢混结构,需做防酸防腐蚀处理,采用穿孔管曝气混合。COD去除率可达22%左右,pH上升至3.4。
3.2 中和塔
本单元为地上式,工艺尺寸为 1000×4500mm,材质不锈钢。在本单元中加入石灰乳,pH值可调至5~6,便于下一步的内电解工艺,COD去除率在80%左右。
3.3 内电解塔
铁屑和活性炭构成原电池的正极和负极,以充入的废水为电解质溶液,铁屑腐蚀后形成大量的Fe2+ 离子,与加入的催化剂产生了新的氧化还原体系,强化了有机物的去除能力,COD去除率达50% 一62% ,色度去除率60%-70% 。内电解最佳工艺条件为:反应时间以15 min为宜,催化剂加入量以0.16% 为佳,根据经验Fe/C比为3:2。本单元设备材质为不锈钢,用耐酸管道泵提升。
3.4 混凝沉淀池
在废水中加入混凝剂和助凝剂,破坏胶体的稳定性,使细小的胶体微粒凝聚成较大的颗粒沉淀下来。本单元采用地上式钢混结构,停留时间为8h,配套加药装置一套,pH值调至7.54~ 8.0,混凝剂为聚铝溶液,用量1.0%-2.0% 。COD去除率为40% ,色度去除率为80%。
3.5 厌氧池
厌氧工艺利用厌氧性细菌破坏水中的大分子有机物结构,或对有机物进行降解,去除废水中的COD,并提高废水的可生化性。本处理单元为钢混半地上式结构,工艺尺寸;6000X 6000X 9000 1TIITI,内装组合或半软件性填料6000 X 6000 X 5000mm(180 m3 ),COD去除率为85%以上。
3.6 生物接触氧化池
利用填料层所附着的生物膜形成的生物菌了群系统在好氧条件下分解较低浓度废水中的污染物质,使废水得到了净化。本单元分三格设计,根据污染物负荷的变化合理分配曝气系统的配风量,做到既达到净化水质的目的,又能节约能耗。构筑物工艺尺寸:6000×4000 X 4000mm,内装组合或半软性填料6000 X 4000 X 2500 mm(60 m ),曝气装置采用微孔曝气器,SSR型罗茨鼓风机送风,半地下钢混结构,COD去除率为80% 以上。
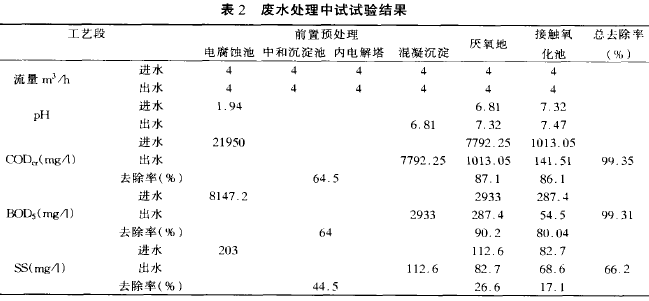
4 中试试验结果
废水处理中试试验结果见表2。
 |
5 主要技术经济指标
本高浓度酸性废水工艺中试研究已通过了山东省科委成果鉴定,并且已付诸工程实践。根据中试结率及实践应用,本工艺的技术经济指标如下。
5.1 主要污染物处理指标
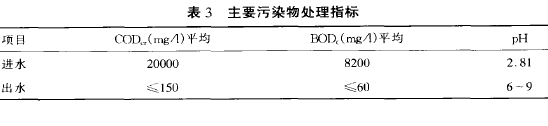 |
5.2 主要经济指标
(1)废水处理运行成本:3.29元/吨水,其中含人工0.84元,电耗0.82元,药剂1.6l元,其它0.02元。按去除COD 计:0.166元/kg,COD 。
(2)每年排放达标废水,年去除有机污染物以CO D 计:约1700吨,以BOD 计约780吨,有机污染物的去除相当于1.5万吨城镇生活水的去除能力。
6 结论
6.1 本研究以实验室试验为基础,经过生产性试验验证和完善,对高浓度验性废水的水质特性进行深入的分析,首次提出以铁屑腐蚀一内电解作为废水预处理工艺,完整提出了废水后续生化处理工艺,技术先进,实用性强,为国内高浓度废水处理开创了新路,与实施洁生产相互补充,确保在最不利条件下实现废水的达标排放,为企业扩大规模奠定了基础。
6.2 鉴于高浓度酸性废水水量规模不大,但有机污染物浓度高,污染物组分复杂,特别是呈较强酸性的特点,通过铁屑腐蚀一内电解等单元组成的预处理系统,可有效提高废水的pH 值,改善废水的可生化性,减少石灰或其它碱的用量,实现以废治废,大大降低运行费用;产生的Fe2 本身是良好的絮凝剂,在调节pH 的同时,发生絮凝沉淀反应,既节约了其它絮凝剂的用量,又进一步改善水质;催化剂的投加,使反应器内形成新的氧化一还原体系,对大分子和难降角如上所述有机物进行分解,去除效率明显提高,对处理系统最终达标排放具有决定性的作用。
6.3 充人发研究了后续生化处理的工艺,使整个系统趋于完善、合理,预处理和生化处理互相作用,互为补充,确保整套工艺流程技术的先进性,经济的合理性。
6.4 研究确定的工艺参数经过生产中试确认,对今后高浓度酸性化工废水处理的工程设计、调试具有很高的借监价值,并且已进入了实际生产应用阶段。

使用微信“扫一扫”功能添加“谷腾环保网”




