化工废水减排及中水回用解决方案
来源:杭州天创净水设备有限公司 阅读:3146 更新时间:2010-06-29 16:05化工产品生产过程中产生的废水表现为:排放量大、毒性大、有机物浓度高、含盐量高、色度高、难降解化合物含量高、治理难度大,但同时废水中也含有许多可利用的资源,而膜技术作为高新技术在化工领域的生产加工、节能降耗和清洁生产等方面发挥着重要。
化工废水中水回用优化组合工艺:
(1)预处理+UF+RO/NF 处理工艺
超滤系统优点: 采用高分子材料的中空纤维膜,抗压、抗污染、使用寿命长
占地面积小、自动化程度高、
分离能力强、出水水质好
保证后续RO/NF系统的正常运行
占地面积小、自动化程度高、
分离能力强、出水水质好
保证后续RO/NF系统的正常运行
RO/NF膜处理系统优点: RO系统采用抗污染反渗透膜、使用寿命长
盐分、有机物、难降解化合物有效截留
出水水质适用于所有生产工艺
自动化程度高、运行成本低
(2) MBR+UF/RO/NF处理工艺
盐分、有机物、难降解化合物有效截留
出水水质适用于所有生产工艺
自动化程度高、运行成本低
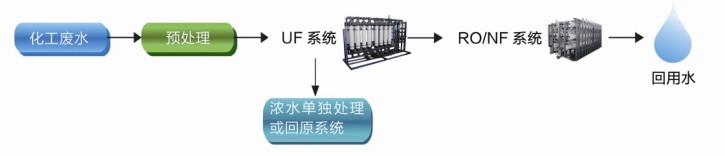
(2) MBR+UF/RO/NF处理工艺
膜-生物反应器工艺(MBR工艺)是膜分离技术与生物技术有机结合的新型废水处理技术。它利用膜分离设备将生化反应池中的活性污泥和大分子有机物质截留住,分离出清水,实现生化反应与清水分离同步进行,省掉二沉池。
MBR紧凑简洁单元结构特别适合于处理成份复杂、污染物浓度高的化工废水。
MBR工艺的优点:处理效率高、出水水质好、污泥少;水力停留时间短、占地面积小;易清洗、易更换、运行稳定、运行成本低;耐冲击能力强、COD和色度去除效率高。
应用领域:高浓度化工废水、氯碱行业废水、农药废水、化工园区及污水处理厂、 含磷废水处理 含甲醛废水处理
