


炼油厂循环水水质改进研究
1、循环水系统存在问题及原因
某炼油厂循环水场处理水量约1500 t/h,供应全厂各个装置30多台水冷器使用。
从1998年开工以来,由于用剂不当,1999年炼油厂的水冷器泄漏突然加剧,到年底共泄漏了1台,2000年有2台次泄漏,2 001年有3台次泄漏。从2 000年大检修期间水冷器鉴定情况看,系统中有相当一部分水冷器管束堵死,腐蚀相当严重,油泥较重。汇总所鉴定水冷器的垢样成份分析值可看出:Fe2O3和550℃有机物含量偏大,说明冷却器铁锈、油泥较重,其主要原因是系统泄漏严重所致。频繁的物料泄漏,使得系统水质和设备的严重污染,造成了系统中菌藻的大量繁殖,粘泥滋生,设备严重腐蚀,粘泥油污堵塞水冷器管束,为了处理物料泄漏,置换了大量的新水和排掉了大量的药剂,系统长期降低浓缩倍数运行,形成了循环水系统的恶性循环。
造成循环水系统被动局面的主要原因有:①是缓蚀阻垢剂配方的阻垢缓蚀效果差,抗冲击和污染能力差;②是杀菌剂已产生了抗药性,杀菌效果差,同时杀菌方法也不当;③是水冷器工艺存在缺陷,导致循环水流速低、温度超标;④是水冷器物料泄漏后处理方法不当;⑥是管理不到位。
2、循环水水质改进措施
2.1 缓蚀阻垢剂的评选
根据炼油厂补充水状况及水质类型的判断,确定使用以膦羧酸,膦酸盐,AMPS共聚物,锌盐为主组成的复合缓蚀阻垢剂配方,经过多次复配,多次鉴定,也和市场上的药剂对比,最后筛选了两种新配方用于循环水系统。在使用之前,我们对这两种新配方GF-4和市场上的缓蚀阻垢剂进行了试验,同时与旧配方进行对比。试验方法按中国石油化工总公司冷却水分析和试验方法。
2.1.1 静态试验
表1 静态试验数据
 |
2.1.2 动态模拟试验
表2 动态模拟试验数据
 |
2.1.3 工业放大试验
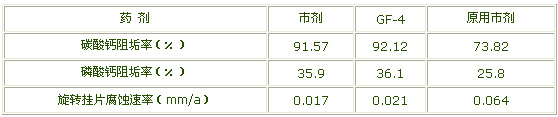
表3 两种药剂工业放大试验结果
 |
注:ZJ-720和ZJ-014投加浓度均为60mg/l。
由表2、3数据可得到如下结论:
(1)GF-4缓蚀性能较强,试管和挂片表面清洁,无点蚀和锈蚀,腐蚀速度在正常水质条件下达到很好级别,在苛刻水质条件下达到好级别。
(2)GF-4具有优异的阻垢性能,在浓缩倍数为4.5-5.5的条件下,其粘附速率在正常水质和苛刻水质条件下均达到很好级别。
(3)GF-4具有较强的抗水质污染能力,在苛刻水质条件下仍可以控制腐蚀和结垢。
结论:
(1)GF-4缓蚀阻垢剂在我厂运用近一年来,各项运行指标和监测数据均达到并优于国标GBJ50-96、中石化总公司生产部有关规定的要求。2002年大修期间,设备鉴定检查,水相管束及封头均无明显的锈蚀、污垢发生,检查的水冷器状况明显优于国内同类装置同期检修水平。
(2)GF-4缓蚀阻垢剂在较恶劣条件下仍具有较好的缓蚀阻垢性能,使用这两种药剂处理后的水所形成的污垢极其疏松,这样既不影响传热,而且便于清洗。
2.2 杀菌剂的优选
近几年来随着循环水浓缩倍数的提高,细菌抗药性问题,已使用非氧化性杀菌剂杀菌效率大为降低,系统因微生物繁殖而形成的粘泥故障越来越突出,为此我们开展了杀菌剂优选工作。
我们通过对国内外杀菌剂进展情况调研,掌握了非氧化性杀菌剂的最新动态,然后索取到国内最有代表性的几个非氧化性杀菌剂样品,经过几十轮非氧化性杀菌剂静态杀菌试验,确定使用异噻唑啉酮进行复配和1227非氧化性杀菌剂,这两种非氧化性杀菌剂比较适合我厂循环水水质。经过协商,确定使用异噻唑啉酮进行复配和1227非氧化性杀菌剂。
我们推荐的杀菌方案为氧化性杀菌剂和非氧化性杀菌剂交替使用。
① 非氧化性杀菌剂杀菌方案:非氧化性杀菌剂每月投加一次,每次投加100mg/L,进行24小时后再排污或投加氧化性杀菌剂,两种药剂交替使用。
② 氧化性杀菌剂杀菌方案:根据循环水场条件和现场试验确定一循投加氧化性杀菌剂,冬季每日一次,夏季每日两次,均控制余氯量达到0.5-1.0mg/l。
此套杀菌方案经过一年多的运行,炼油厂四套循环水系统异氧菌总数,铁细菌,硫酸盐还原菌均能控制在规定的指标内,宏观检查凉水塔塔壁上干干净净,连一点藻类也没有长,生物粘泥指标也一直合格,收到了较好的效果。
2.3 水冷器工艺改进
在工业循环冷却水处理设计规范规定,工艺换热设备的冷却水侧设计应符合下列要求:a、管程冷却水流速宜为1m/s,不应小于0.5m/s,壳程流速不应小于0.3m/s;b、出口温度不宜高于50 ℃;总公司工业水管理制度中规定,水冷器的热介质温度大于150℃时,应先进行热量回收,再用循环水冷却。
但炼厂实际生产中存在有许多不符合规定的设计和操作。这些违规的设计和操作会直接影响水冷器缓蚀和阻垢效果,对水冷器构成了潜在的危害,其泄漏机率远远大于其他水冷器。
针对这些违规的设计和操作,我们进行了水冷器工艺改进,主要包括以下几个方面:
(1)对流速严重偏低的水冷器进行系统管线改造,增大水冷器配管管径。
如把二套2台堵塞严重的水冷器,都存在进出口管线太细,水量不足,流速太小的问题。大修期间将水冷器进出口线由φ50改为φ100。
(2)改变流程提高水冷器冷却水的流速。
加强循环水压力控制,保证供水压力。对水走壳程的水冷器,在水冷器下部焊了一根排污管,定期用空气搅拌后排污,防止壳程内粘泥淤积,保持壳程内干净畅通。
2.4 物料泄漏处理方法的创新
水冷器物料泄漏后,一般采用以下方法和步骤处理:①查清和切除漏油源;②停止加缓蚀阻垢剂和杀菌剂,以大排大补方式换水除油,直至换水合格;③加入除油清洗剂和粘泥剥离剂清洗;④清洗至终点,再大排大补方式换水,直至换水合格;⑤正常运行,开始正常投加缓蚀阻垢剂和杀菌剂。
此方法换水量过大,因经济承受力的限制,一般停止加缓蚀阻垢剂和杀菌剂,这样循环水的缓蚀、阻垢和杀菌灭藻效果受到巨大影响,循环水可出现一种所谓水质稳定空白期。显然,这一时期对设备的损伤是极其严重的。因为此时水中防腐蚀能力很小,加之菌藻粘泥的影响更严重的是泄漏的油料粘附后与生物粘泥混染,腐蚀性更强,估计这个时期腐蚀性大约是水稳剂投放的50-100倍,导致水冷器会发生更严重的腐蚀,物料泄漏更频繁,从而形成一种恶性循环,对全厂水冷器的正常运行和寿命构成严重威胁。
经过长期在实践经验中摸索,我们改进了物料泄漏的处理方法,采用以下方法和步骤处理:①查清和切除漏油源;②加入除油清洗剂和粘泥剥离剂清洗;③清洗至终点,再采用慢慢置换水,置换水期间正常加缓蚀阻垢剂和杀菌剂。
2.5加强系统科学管理
在搞好科研和监测工作的同时,我们十分注意建立和完善循环冷却水管理制度,基本形成了一套行之有效的科学的管理制度,诸如水质异常优先制、定期现场巡检制、定期参加每月一次水质例会、和严格把好系统清洗预膜检验质量关等管理制度。
3、改进前后的效果对比
循环水水质改进后,最明显的效果是水冷器物料泄漏频次减少,浓缩倍数迅速提高,使炼油厂的节水工作上了一个新台阶。
表4 改进前后各项技术指标对比
 |
2002年大修期间进行了水冷器鉴定,大部分水冷器水相管束及封头无明显的锈垢、油泥和粘泥,水冷器运行状况明显优于2000年大修期间水冷器运行状况,鉴定结果好。
4、经济效益
通过循环水水质改进,减少了水冷器物料泄漏,提高了循环水水质合格率,降低了水冷器腐蚀和结垢,延长水冷器使用寿命,提高了全厂生产负荷,大大降低了能耗,保证了炼厂生产安稳长满优运行。同时,通过提高循环水浓缩倍数减少了大量排污,降低了污水对环境造成的严重影响,其社会效益是不可估算的。缓蚀阻垢剂价格为5元/kg,比市面上便宜了一半以上,且比市面上的还适合我公司水质。
5、结论
通过炼油厂循环水水质改进研究的过程,我们掌握了炼油厂循环水处理的独特规律,扭转了前几年炼油厂循环冷却水处理的落后局面。证明了自配的缓蚀阻垢剂GF-4和复配杀菌剂更适合公司水质,使炼油厂循环水水质得到根本好转并逐渐形成了良性循环。

使用微信“扫一扫”功能添加“谷腾环保网”





