


厌氧工艺处理金霉素废水的比较研究
摘要:对升流式厌氧污泥床(UASB)、厌氧复合床(UBF)、内循环厌氧反应器(IC)三种厌氧工艺处理金霉素废水进行了比较研究。研究了反应器的结构特点,从反应器内污泥浓度和传质过程、工程投资等方面分析了这三种厌氧工艺对金霉素废水的处理效果。试验研究表明:IC反应器在容积负荷(Nv)5.5 kg/(m3·d)(以CODCr计)时, CODCr平均去除率为84.36%。UBF反应器在容积负荷3.5 kg/(m3·d)时,CODCr平均去除率为75.04%,UASB反应器在容积负荷3.0 kg/(m3·d)时,CODCr平均去除率为71.43%。研究结果表明:IC反应器与UASB和UBF反应器相比,在容积负荷、CODCr去除率、工程投资等方面都具有明显的优势,是处理金霉素废水最可取的厌氧工艺。
关键字:金霉素废水;厌氧工艺;UASB;UBF;IC
金霉素属于广谱抗生素,其生产废水主要成份为发酵残余的培养基、丝菌体和发酵过程中产生的各种复杂的代谢产物,如碳水化合物、蛋白质、有机酸,还有提取过程中加入的有机溶媒、酸碱和少量抗生素等。废水中含有生物发酵代谢所产生的生物难降解物质,同时还含有少量对微生物有毒害作用的抗生素,是一种难降解的有毒高浓度有机废水。该类废水采用一般的生化处理极难达到预期的处理效果。需采用高效厌氧+好氧为主体的二级生化处理工艺,结合预处理和物化深度处理技术,才能对该类废水进行有效的处理并达到排放标准。
厌氧工艺是利用厌氧微生物在无氧情况下,通过自身代谢过程将废水中的有机物转化为无机物(CH4、CO2和H2O)和少量细胞产物的过程,在处理生物难降解有机废水方面具有优越性,生物难降解有机废水通过厌氧处理还可提高废水的可生化性。
某公司主要以玉米淀粉、黄豆粉饼、花生粉饼等农副产品为原料,生产饲料级金霉素,年生产能力为15000吨。该公司对原有废水处理系统进行改造,本文对改造过程中的三种厌氧工艺进行了比较研究,从反应器内污泥浓度和传质过程、工程投资等方面分析了它们对金霉素废水的处理效果并得出有关结论。
1 废水来源及水质
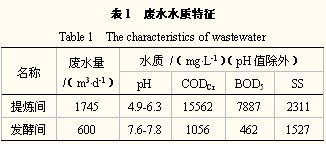 |
废水主要来自金霉素分离提取过程中的高浓度废母液和发酵车间的低浓度冲洗废水,含有大量未被微生物利用的残糖和未被提取的金霉素,ρ(CODCr)和ρ(BOD5)都很高。水量和水质分析见表1。
2 工艺流程
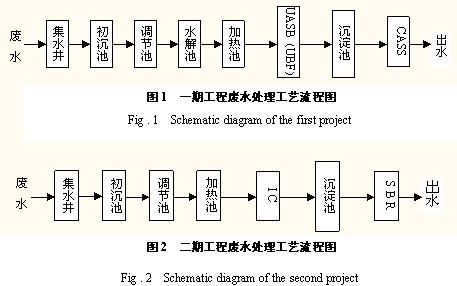
目前该公司共有两套废水处理系统,分别和一期、二期工程相配套。一期工程中,厌氧系统由UASB反应器与UBF反应器并联运行组成,二期工程中厌氧系统为IC反应器,工艺流程图如下:
 |
3 厌氧运行效果对比
 |
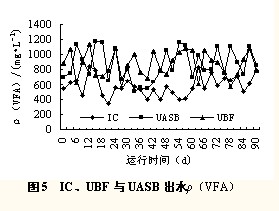 |
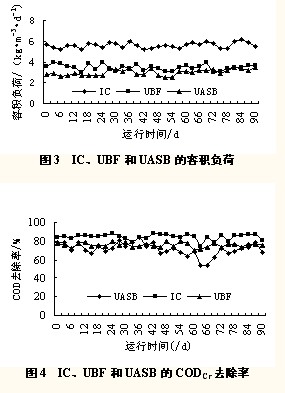
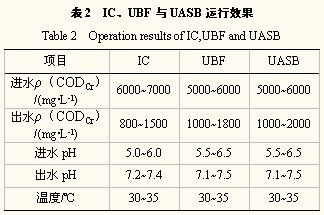
图3、图4、图5及表2为IC反应器、UBF反应器与UASB反应器三个月的运行情况。
IC反应器在容积负荷5.0~6.0 kg/(m3·d)时,进水ρ(CODCr)为6000~7000 mg/L时,出水ρ(CODCr)为1000~1500 mg/L,CODCr去除率为78.42%~88.54%,CODCr平均去处率为84.36%,出水ρ(VFA(挥发性脂肪酸))为500~1000 mg/L。
UBF反应器在容积负荷3.0~4.0 kg/(m3·d)时,进水ρ(CODCr)为5000~6000 mg/L时,出水ρ(CODCr)为1000~1800 mg/L,CODCr去除率为70%~78.37%,平均CODCr去除率为75.04%,出水ρ(VFA)为500~1200 mg/L。
UASB反应器在容积负荷2.5~3.5 kg/(m3·d)时,进水ρ(CODCr)为5000~6000 mg/L时,出水ρ(CODCr)为1000~2000 mg/L,CODCr去除率为60%~83.3%,CODCr平均去除率为71.43%,出水ρ(VFA)为500~1500 mg/L。
 |
4 效果分析
由表2和图3、图4、图5可知,在容积负荷和CODCr去除率上,IC反应器明显好于UBF反应器和UASB反应器,而UBF反应器略好于UASB反应器。具体原因分析如下:
4.1 反应器内污泥浓度和传质过程
要提高厌氧反应器的容积负荷,必须提高厌氧消化的速率。除营养、温度、pH值条件外,反应器的污泥浓度,以及污泥与有机物之间的有效接触(即传质过程)是影响厌氧消化速率的两个重要因素。厌氧反应器要有较高的容积负荷,就必须同时具备两个条件:较高的污泥浓度和良好的传质过程。
UASB反应器依靠颗粒污泥的形成和三相分离器的作用,使污泥滞留在反应器中,从而提高了反应器的污泥浓度,也提高了反应器的容积负荷。但UASB的传质过程并不理想,进一步提高容积负荷因此受到了限制。
污泥与有机物的良好接触主要是靠进水和产气的搅动。因此,强化传质过程最有效的方法是提高表面水力
负荷和表面产气负荷。然而高负荷产生的剧烈搅动会使UASB反应器中的污泥处于完全的膨胀状态,使原本是SRT(固体停留时间)>HRT(水力停留时间)的反应器向SRT=HRT的方向转变,导致污泥过量流失。为避免出现过高的水力负荷和产气负荷,UASB反应器常将进水的上升流速控制在1~2 m/h以内,将反应器的高度控制在6 m以下。所以,UASB反应器的缺陷就在于未能解决好传质问题。这也是UASB反应器运行效果低于IC反应器和UBF反应器的一个重要原因。
UASB反应器的生物量主要分布在反应器的污泥床区,悬浮层区的污泥浓度相对较低,而UBF反应器除保持了污泥床区的污泥量外,在上部的填料层区附着大量具有良好活性的生物膜,在填料的空隙也截留了部分悬浮微生物,使反应器微生物总量比UASB反应器有较大的增加,而且填料层对CODCr有着20%左右的去除率。更重要的是由于填料的存在,夹带污泥的气泡在上升过程中与之发生碰撞,加速了污泥与气泡的分离,从而降低了污泥的流失。二者的联合作用使得UBF反应器的体积可以最大限度的利用,反应器积累微生物的能力大为增强,反应器的容积负荷更高。
与UASB反应器相比,UBF反应器生物量在高度方向的分布发生了变化,这种污泥沿反应器高度方向的分布,有利于去除因污泥床区发生短路的废水中的有机物,提高了出水水质和处理效率。
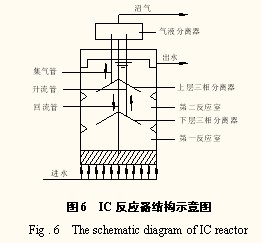 |
IC反应器既能截留污泥,又能强化传质过程,实现了“高负荷与污泥流失相分离”。如图6所示,IC反应器由上、下两个反应室组成。下反应室为“高负荷区”,水力负荷和产气负荷很大,污泥的膨胀率最大可以达到100%。上反应室有充足的空间容纳下反应室过分膨胀的污泥,避免了污泥的过量流失。上反应室为“低负荷区”,水力负荷和产气负荷比下反应室小很多,有利于污泥的滞留,具有SRT>HRT的特征。IC反应器通过上、下两个动力学过程不同的反应室的设置,实现了“高负荷与污泥流失相分离”,既保持了污泥的高浓度,又强化了传质过程,故容积负荷高。在本工程中UASB反应的容积负荷为3 kg/(m3·d),而IC反应器可达到5 kg/(m3·d)以上。
IC反应器的内循环作用在于增大水力负荷,强化传质过程。在较大产气负荷和较大水力负荷的共同作用下,下反应室的污泥达到了充分的流化状态,从而有着良好的传质过程,大大提高了厌氧消化速率和容积负荷。IC反应器对污泥的截留能力及内循环的强化传质作用是其运行效果好于UASB反应器和UBF反应器的根本原因。
4.2 投资分析
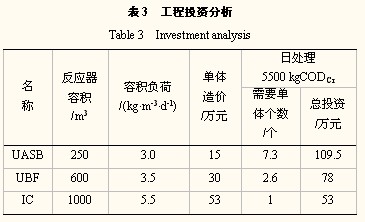
IC反应器由于存在着内循环,传质效果好,生物量大,污泥龄长,其进水容积负荷比普通的UASB反应器和UBF反应器高,因此其所建体积就比较小,所以可降低反应器的基建投资。又由于IC反应器有很大的高径比,占地面积省,非常适用于占地面积紧张的企业采用。以处理5500 kgCODCr/d为例,两期工程投资分析见表3,由表可见,IC反应器与UBF反应器与UASB反应器相比,可大量节约投资。
 |
5 结论
a. 厌氧工艺处理金霉素废水,IC反应器在容积负荷5.0~6.0 kg/(m3·d)时,CODCr去除率为75%~85.7%。UBF反应器在容积负荷为3.0~4.0 kg/(m3·d)时,CODCr去除率为75.04%,UASB反应器在容积负荷为2.5~3.5 kg/(m3·d)时,CODCr去除率为 71.43%,IC反应器处理难生物降解的抗生素废水更具有优越性。
b. IC反应器容积负荷高,对同一废水,IC反应器比UASB反应器和UBF反应器容积小,因此投资费用低;IC反应器高径比大,占地面积小,基建费用省,操作管理方便。
作为第三代高效厌氧反应器,IC反应器因其独特的结构设计,显著提高了厌氧反应器的性能,是一种高技术的新型高效厌氧反应器,值得推广应用,具有很大的发展前景。

使用微信“扫一扫”功能添加“谷腾环保网”





