


ФЄЩњЮяЗДгІЦїДІРэЕЊЗЪаавЕЗЯЫЎЕФЪдбщбаОП
еЊвЊЃКНщЩмФЄЩњЮяЗДгІЦїДІРэЙЄвеЭбЕЊЛњРэЁЂЙЄвеЬиЕуКЭДІРэЕЊЗЪаавЕЗЯЫЎЕФЪдбщЙ§ГЬ,ВЂЖдЪдбщНсЙћНј ааСЫЗжЮі,ЮЊЕЊЗЪаавЕЗЯЫЎДІРэЬсЙЉСЫаТЕФММЪѕЯпТЗЁЃ
ЙиМќДЪЃКФЄЩњЮяЗДгІЦїЁЁЭбЕЊЛњРэЁЁАБЕЊЁЁЗЯЫЎДІРэ
1ЁЁЫЎДІРэЙЄвеЭбЕЊЛњРэ
ФЄЩњЮяЗДгІЦї(Membrane Bioreactor,МђГЦ MBR),ЪЧгЩФЄЗжРыКЭЩњЮяДІРэНсКЯЖјГЩЕФвЛжжаТаЭЁЂИпаЇЮлЫЎДІРэММЪѕЁЃВзжнДѓЛЏЙЩЗнгаЯоЙЋЫОЮЊНјвЛВНЬсИпЗЯЫЎХХЗХДяБъТЪКЭЪЕЯжЮлЫЎЛигУЕФФПЕФ,ЖрФъРДвЛжБжТСІгкбАЧѓвЛЬѕОМУКЯРэЕФЕЊ ЗЪаавЕЗЯЫЎДІРэЭООЖ,ЮЊДЫ,дкНјааЖрЗНУцЕФММЪѕПМВьЁЂНЛСїКЭбаОПЕФЛљДЁЩЯНјааСЫMBRДІРэЙЄвеЕФЪдбщбаОПЁЃЙЄвЕКЌЕЊЗЯЫЎЦфЭбЕЊЛњРэАќРЈЯѕЛЏзїгУКЭЗДЯѕЛЏзїгУСНИіЛљБОЙ§ГЬЁЃЯѕЛЏзїгУЪЧжИгЩАБЕЊзЊЛЏЮЊЯѕЬЌЕЊЕФЙ§ГЬ,ИУЙ§ГЬжївЊвРППбЧ ЯѕЛЏЯИОњКЭЯѕЛЏЯИОњСНРрКУбѕздбјОњРДЭъГЩЁЃЫќАќРЈСНИіВНжш:ЕквЛВНЮЊбЧЯѕЛЏЙ§ГЬ,гЩбЧЯѕЫсОњНЋАБЕЊзЊЛЏЮЊбЧЯѕЫсбЮ;ЕкЖўВНЮЊЯѕЛЏЙ§ГЬ,гЩЯѕЫсОњНЋбЧЯѕЫсбЮНјвЛВНбѕЛЏГЩЯѕЫсбЮЁЃЗДЯѕЛЏзїгУЪЧНЋЯѕЫсбЮКЭбЧЯѕЫсбЮЛЙдГЩЦјЬЌЕЊЕФЙ§ГЬ, ЪЧгЩвЛШКвьбјаЭЮЂЩњЮядкЮоЗжзгЬЌбѕЕФЬѕМўЯТНјааЕФЁЃ
2ЁЁMBRДІРэЙЄве
2·1ЁЁMBRЙЄзїдРэ
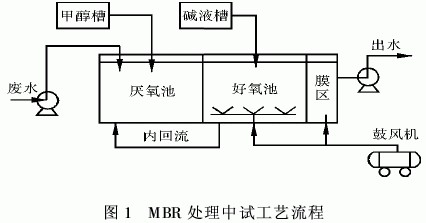
MBRММЪѕЪзЯШЭЈЙ§ЛюадЮлФрРДШЅГ§ЫЎжаПЩЩњЮяНЕНтЕФгаЛњЮлШОЮя,ШЛКѓВЩгУФЄзщМўЧПжЦНи СєЩњЮяЗДгІЦїжаЕФЛюадЮлФрвдМАОјДѓЖрЪ§ЕФаќИЁ Юя,ЪЕЯжОЛЛЏКѓЫЎКЭЛюадЮлФрЙЬвКЗжРы,гЩДЫЧПЛЏ СЫЩњЛЏЗДгІ,ЬсИпСЫЮлЫЎДІРэаЇЙћКЭГіЫЎЫЎжЪЁЃ MBRДІРэжаЪдЙЄвеСїГЬМћЭМ1ЁЃ
 |
2·2ЁЁMBRДІРэЙЄвеЬиЕу
1)ДІРэаЇТЪИп,ГіЫЎПЩжБНгЛигУЁЃгЩгкжаПе ЯЫЮЌФЄЖдЩњЛЏЗДгІЦїЕФЛьКЯвКОпгаИпаЇЕФЗжРызї гУ,ПЩГЙЕзНЋЮлФргыГіЫЎНјааЗжРы,ЙЪПЩЪЙГіЫЎЕФ SSМАзЧЖШНгНќгкСуЁЃЭЌЪБгЩгкЛюадЮлФрЕФЫ№ЪЇ МИКѕЮЊСу,ЪЙЕУЩњЛЏЗДгІЦїжаЕФЛюадЮлФрХЈЖШПЩ БШДЋЭГЙЄвеИпГі2~6БЖзѓгв,ДѓДѓЬсИпСЫЭбЕЊФм СІЁЃ
2)ЯЕЭГдЫааЮШЖЈЁЂСїГЬМђЕЅЁЂЩшБИЩйЁЂеМЕиУц Л§аЁЁЃгЩгкMBRММЪѕЕФЛюадЮлФрХЈЖШИп,вђДЫзА жУЕФШнЛ§ИККЩДѓ;ЖдНјЫЎВЈЖЏЕФПЙГхЛїадФмКУ,дЫ ааЮШЖЈЁЃДЫЙЄвеГ§СЫПЩДѓДѓЫѕаЁЩњЛЏЗДгІЦї—Ци ЦјГиЕФЬхЛ§,ЪЙЩшБИКЭЙЙжўЮяаЁаЭЛЏвдЭт,ЩѕжСПЩ вдЪЁШЅГѕГСГи,вВВЛашвЊЖўГСГи,ОЭЪЙЕУЯЕЭГеМЕи УцЛ§МѕЩйЁЃ
3)ЮлФрСфГЄ,ЪЃгрЮлФрСПЩйЁЃЕБЮлФрХЈЖШ Ип,ЖјНјЫЎИККЩЕЭЕФЧщПіЯТ,ЯЕЭГжагЊбјгыЮЂЩњЮя БШТЪ(F/M)ЕЭ,ЮлФрСфБфГЄЁЃЕБF/MЮЌГжФГИі ЕЭжЕЪБ,ЛюадЮлФрЕФдіГЄНгНќЮЊСу,етОЭНЕЕЭСЫЖд ЪЃгрЮлФрЕФДІРэЗбгУЁЃ
4)ВйзїЙмРэЗНБу,взгкЪЕЯжздЖЏПижЦЁЃгЩгк ФЄЗжРыПЩЪЙЛюадЮлФрЭъШЋНиСєдкЩњЮяЗДгІЦїжа, ЪЙЕУЩњЮяЗДгІЦїжаЕФЫЎСІЭЃСєЪБМф(HRT)КЭЮлФр ЭЃСєЪБМф(SRT)ЪЧЭъШЋЗжПЊЕФ,ЙЪПЩСщЛюЁЂЮШЖЈЕи МгвдПижЦ;ЭЌЪБ,ЗЧГЃвзгкЪЕЯжздЖЏПижЦ,ЬсИпСЫ ЮлЫЎДІРэЕФздЖЏЛЏЫЎЦНЁЃ
3ЁЁMBRДІРэЙЄвеЪдбщ
3·1ЁЁЪдбщЙ§ГЬ
1)бјЩњбБЛЏНзЖЮЁЃНЋЫљашДІРэЕФЗЯЫЎгУБУ ЬсЩ§ДгЪдбщзАжУЕФНјЫЎЖЫПЊЪМ,ГфТњЪдбщзАжУ,ШЛ КѓЭЃжЙНјЫЎ,ДђПЊЦиЦј,ВЂЭЖМгЛюадЮлФрОњжж,дк ПижЦКЯЪЪЕФШмНтбѕЁЂpHжЕЁЂЫЎжаЕЊКЭСзЕШгЊбјЮя жЪЕФЛЗОГЯТУЦЦибјЩњ5d;аЁСїСПНјЫЎ,жУЛЛзАжУ ФквбгаЕФЫЎжЪ,дкЮлШОЮяХЈЖШВЛИпЕФЧщПіЯТ,Ждвб ГЩГЄЕФЮЂЩњЮяНјааХрбјКЭбБЛЏ,ЪЙжЎЪЪгІЫљДІРэ ЗЯЫЎЕФЛЗОГ,бБЛЏЪБМфЮЊ15dЁЃ
2)ЮШЖЈДІРэНзЖЮЁЃбБЛЏ15dКѓ,ж№НЅЕїећНј ЫЎСПгЩаЁЕНДѓж№НЅЕнді,ЫЎСІЭЃСєЪБМфДя12hЪБ, НјЫЎСПЮЊ1m3/dЁЃПижЦНјЫЎСПБЃГждк1m3/d,Еї ећЦјЫЎБШЮЊ8ЁУ1,дЫаа15minЭЃжЙГіЫЎГхЯД2min,ЮШЖЈдЫааЁЃЮШЖЈДІРэЪБМфЮЊ12dЁЃ
3)е§ГЃдЫааНзЖЮЁЃЮШЖЈДІРэНзЖЮЙ§Кѓ,ПЊЪМНјШые§ГЃдЫааНзЖЮ,МЬајЮШЖЈНјЫЎСПЮЊ1m3/d,БЃГжЫЎСІЭЃСєЪБМфдк12h,ЫЎЦјБШПижЦдк8ЁУ1,ЭЌЪБЕїећдЫаа9minЭЃжЙГіЫЎГхЯД3minЁЃУПЬьЖдДІРэЙЄвеИїШЁбљЕуНјааЖЈЪБШЁбљ,ЗжЮіЫЎжаЮлШОЮяКЌСПЁЃ
3·2ЁЁЪдбщНсЙћ
бБЛЏНзЖЮЪдбщзАжУНјЁЂГіПкNH3—NКЭCODПижЦжИБъМьВтНсЙћМћЭМ2КЭЭМ3ЁЃ ЮШЖЈДІРэНзЖЮЪдбщзАжУНјГіПкNH3—NКЭ CODМьВтНсЙћМћЭМ4КЭЭМ5ЁЃ
 |
 |
е§ГЃдЫааНзЖЮЪдбщзАжУНјЁЂГіПкNH3—NКЭ CODПижЦжИБъМьВтНсЙћМћЭМ6КЭЭМ7ЁЃ
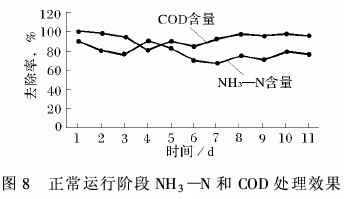
е§ГЃдЫааНзЖЮNH3—NКЭCODДІРэаЇЙћМћЭМ 8ЁЃ
3·3ЁЁНсЙћЗжЮі
гЩЭМ2~7ЕФЪдбщНсЙћРДПД,MBRДІРэЙЄве ЖдЕЊЗЪаавЕЗЯЫЎжаCODДІРэаЇЙћУїЯд,ЦфЩњЛЏОњ жжбјЩњбБЛЏНзЖЮНЯЖЬ,ДгЕк3ЬьМДЯдЯжЮШЖЈЕФаЇ Йћ;ЮШЖЈДІРэНзЖЮЁЂе§ГЃдЫааНзЖЮОљФмБЃГжНЯИпЕФ CODШЅГ§ТЪ,ШЅГ§ТЪЛљБОдк90%вдЩЯ;ГіПкCOD ЦНОљПижЦдк30mg/LвдЯТЁЃ
ЖјЖдгкNH3—NЕФДІРэ,ЦфЩњЛЏОњжжбјЩњбБ ЛЏНзЖЮЪБМфНЯГЄ,NH3—NЕФДІРэаЇЙћВЛЮШЖЈ,дкЮШЖЈДІРэНзЖЮЁЂе§ГЃдЫааНзЖЮФмТњзувЊЧѓ,ШЅГ§ТЪ 78%зѓгв,ЛљБОДяЕНХХЗХБъзМ:ГіПкNH3—NЦНОљ ПижЦдк2mg/LвдЯТЁЃ
4ЁЁНсТл
1) MBRДІРэЙЄвеЖдЕЊЗЪаавЕЗЯЫЎжаCODДІ РэаЇЙћУїЯд,ШЅГ§ТЪЛљБОдк90%вдЩЯ;NH3—NДІ РэаЇЙћВЛЪЎЗжЮШЖЈ,ШЅГ§ТЪ78%зѓгв,ЛљБОДяЕН ХХЗХБъзМЁЃГіЫЎЧхГКЭИУїЁЂЮовьЮЖЁЃ
2) MBRдЫааГѕЦк,дкНЯЕЭЕФбЙСІЯТОЭФмЛёЕУ НЯИпЕФФЄЭЈСП,ЕЋГЄЦкдЫааФЄЭЈСПОЭЛсЯТНЕЕНвЛ ИіНЯЕЭЕФЫЎЦН,ЙЪЖјдкЪЕМЪВйзїЙ§ГЬжавЊзЂвтФЄ зшСІКЭФЄЭЈСПЕФБфЛЏ,МАЪБНјааГхЯДКЭЮЌЛЄвдДя ЕННЯКУЕФЙЄзїзДЬЌЁЃ
3) MBRЯрЖдГЩБОНЯИп,дЫааЙ§ГЬжаЖдВйзїЁЂ ЮЌЛЄгавЛЖЈЕФвЊЧѓ;ЙЄГЬЩЯВЩгУетжжзщКЯЙЄве,вВ БиаывЊПМТЧЕНЮлЫЎКЌгЭдьГЩЕФФЄЮлШОЮЪЬт,етдк вЛЖЈГЬЖШЩЯгАЯьСЫИУЙЄвеЕФЭЦЙуЁЃ

ЪЙгУЮЂаХ“ЩЈвЛЩЈ”ЙІФмЬэМг“ЙШЬкЛЗБЃЭј”





