


鱿鱼加工废水处理技术
1 设计水量及水质
宁波市某渔业公司生产废水主要为鱿鱼加工废水,产生于冲洗、去内脏、去皮等工序。废水水质随鱿鱼的品种、鲜度不同而波动较大。所加工鱿鱼主要为北太平洋鱿鱼和阿根廷鱿鱼。
由于北太平洋鱿鱼含黑墨,需在流动水中去内脏,且内脏易破损,其废水中主要污染物浓度是加工其他鱿鱼时的1.6倍。工程以加工北太平洋鱿鱼时的水量、水质为设计依据,设计规模为720m3/d,设计水质见表1。
| 表1 设计水质指标 | ||||||||||||||||||||
|
||||||||||||||||||||
2 工艺流程及设备
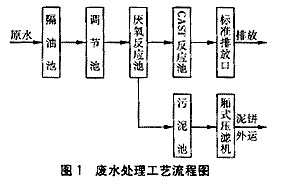
根据废水水质特点和排放要求,主体工艺采用厌氧和CAST工艺。具体工艺流程见图1。
| 废水处理主要构筑物见表2。 | ||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||
| 废水处理主要设备见表3。 | ||||||||||||||||||||||||||||||||
|
3 设计要点
3.1厌氧反应池
厌氧反应作为预处理工艺,可大幅削减废水中污染负荷,以降低后续处理的能耗。厌氧反应采用在微生物群系平衡、处理效率和抗冲击能力等方面均较好的两相厌氧消化系统,反应器型式采用操作管理方便、污泥产率低的厌氧滤池(AF)。其酸化反应池水力停留时间为4.3 h,容积负荷为10.6kgBOD5/(m3·d);甲烷化反应池水力停留时间为10.5 h,容积去除负荷为2.3kgBOD5/(m3·d)。布水方式为鱼刺状分支式配水,出水方式为三角堰溢流。
在酸化反应池出水处设碱槽以备调节pH值,在甲烷化反应池出水处设一回流管道泵,以便必要时调整其上升流速。
在方案选择中,对于含油和蛋白质的食品废水一般采用隔油气浮法预处理,以防油脂引起的污泥流失和生化抑制作用及蛋白质水解后产生H2S等臭气。小试结果(气浮的COD去除率为70%,油脂去除率为80%)表明,采用该法预处理出水达标的可靠性和稳定性均较好,但也存在致命的缺点:其污泥量大(产生含水率为80%的污泥约22 kg/t水,即15.8 t/d,未计石灰),且处置困难,污泥中油脂含量较高,直接脱水易使带式压滤机辊轴打滑、板框压滤机滤布堵塞,需投加大量石灰为填充剂进行预处理;气浮工艺增加了药剂和动力设备,运行费用高、管理复杂。同时考虑到隔油池水力停留时间短而固体停留时间长,难以避免蛋白质和油脂的酸败。另外根据对原水混凝沉淀前后的总氮测试(分别为180 mg/L和102 mg/L),估计原水中蛋白质以游离性为主,因此物化法无法去除大部分会引起酸败臭气的蛋白质。按照以上分析和比较,决定采用厌氧滤池预处理。在实际运行过程中,厌氧滤池的COD去除率为60%,油脂去除率为70%,均达到预期的效果。整套系统运行费用低、污泥量少,在1年的运行中从未排放过剩余污泥。
3.2CAST反应池
CAST工艺是一种循环式活性污泥法,废水在一间歇反应器内通过一定的时序操作得到处理,是SBR工艺的一种改型,相当于结合了生物选择器的SBR工艺。生物选择器是根据活性污泥反应动力学原理设计,设置在CAST反应池前端的小容积区,水力停留时间为0.5~1.0 h,通常在厌氧或兼氧条件下运行。本工程CAST反应池运行周期为21 h(其中进水9 h、曝气10 h、沉淀1 h、排水1 h),MLSS为3kg/m3,充水比为40%。生物选择器停留时间为45 min(包括回流量),污泥回流量为20m3/h,厌氧运行。
在传统SBR工艺中,往往通过快速进水的方式使系统在某一时段内产生较高污泥絮体负荷,从而防止污泥膨胀。这就使得SBR工艺与稳态运行的预处理工艺衔接时,常不得不设置一中间水池以满足快速进水的需要。而CAST工艺的污泥回流和生物选择器的设置模拟了SBR工艺这种快速进水时的局部高污泥絮体负荷的现象,因此只要选择合适的污泥回流比和适当的停留时间以维持高污泥絮体负荷,则进水速率可以任意设定。这样使得与预处理工艺衔接非常顺畅,并防止了由于快速进水引起的需氧量剧增。本工程废水在厌氧后,初期耗氧速率大,属于易污泥膨胀废水,但由于采用CAST工艺,在1年多的运行中从未发生污泥膨胀。
一般在CAST等按时序运行的工艺中常采用滗水器排水,但滗水器作为专用设备售价较高。设计中为了节约投资,采用固定式穿孔管排水,实际使用效果良好。穿孔管的设计要点是防止初期出水带泥和排水时扰动池内污泥,因此穿孔管长度和开孔率(孔径一般为20 mm)按最大流量时的溢流率[5~8m3/(m·h)]、孔口流速(1~2 m/s)校核。并且排水管要接存水弯,保证排水结束时池内液面高于管顶而混合液不会进入。另管顶设双坡,以防穿孔管管顶积泥。
4 运行结果
从2000年4月开始进水进行菌种培养和调试。通过投菌、闷曝、活化和逐步加大处理负荷,到6月已满负荷稳定运行,于7月通过当地环保局竣工验收,至今已连续运行约1年。运行结果见表4。
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 存在问题
①浮渣
在工程原设计中未曾充分考虑浮渣问题,在实际运行中发现CAST反应池液面逐渐形成厚厚的浮渣层,由于采取液面下排水故对水质无直接影响,但严重影响外观。观察发现,浮渣主要由难降解固形物、厌氧活性污泥和油脂组成,其产生原因是由于厌氧滤池出水三角堰未设挡板,致使本该留在厌氧池的浮渣大量溢入CAST反应池。因此在厌氧池出水堰设置浮渣挡板是十分必要的,以截留漂浮的固体,并且使被沼气气泡带到液面的厌氧活性污泥在脱泡后回到反应器消化区,提高污泥截留率。为了浮渣在液面浓缩脱水,需有较长的停留时间,因此厌氧池的超高应在600 mm以上。
②臭气
臭气主要是由废水中蛋白质等有机物在调节池、厌氧滤池内因厌氧腐败产生H2S等恶臭气体而致。其在液面以无组织的形式向大气挥发扩散,但浓度不高。项目设计初期就考虑了厌氧处理会引发臭气问题,但由于站址不太敏感,未进行特别处理,只是在厌氧池顶预设了5道梁,以便必要时加设盖板(厌氧池由于沼气量少、浓度低,无综合利用价值,故池体为敞开式)。运行时发现确有一定臭气,但不是十分严重,在20 m外基本无异味。对于敏感地区的臭气需进行合理收集和排放,例如在调节池和厌氧池顶加盖密封,将调节池排气和厌氧池沼气接入排放筒直接或脱硫后排放,这样完全可以避免废气对周围环境的二次污染。至于排气量很大的CAST反应池,由于溶于液相的恶臭物质浓度很低,且大部分在生化反应中氧化分解,通过曝气吹脱的量很少,故在该池旁无异味。
③曝气装置
本工程曝气装置采用淹没式叶轮曝气器,其工作原理是通过负压吸气、湍流震荡粉碎气泡、射流布气进行充氧。设计时该设备为试用设备,使用后发现充氧效果不理想,主要是其在污水中的充氧动力效率较低,只有约0.8kgO2/(kW·h),与说明书中提供的设备在标准条件下清水充氧能力[约2.5kgO2/(kW·h)]的差距较大,前者是后者的32%。而根据文献资料,一般曝气设备在曝气池混合液中的充氧能力为标准状态下的62%~75%。对于鼓风曝气设备和机械表曝设备,其在实际和标准条件下充氧能力的差异主要受污水水质、水温、氧分压等影响,而受混合液中的悬浮物浓度的影响甚微,其实际充氧能力可以按文献[1]提供的公式折算。但对于这种淹没式叶轮曝气器,其充氧能力部分依靠设备二次射流的布气效果,而污水中悬浮物的增加会提高混合液连续相的表观粘度、增加气泡的汇聚作用,气泡直径的增大又降低设备的辐射能力和布气范围,使得氧转移效果降低,所以在悬浮物含量较高条件下的充氧能力将大大低于清水状况下的充氧能力。混合液中悬浮物浓度、粒径等对传质效果的定量影响有待于进一步研究,因此对于淹没式叶轮曝气器在悬浮物含量较高场合的选用应慎重。
6 结论
①鱿鱼加工废水采用隔油、调节、厌氧和CAST工艺处理是完全可行的,且处理效果良好,出水稳定,运行费用低,污泥产率低。
②采用厌氧滤池进行预处理,对污染物的去除率高,可以达到与物化法相同的效果。但需注意臭气和浮渣问题,并根据站址敏感程度采取不同措施。
③对于需二次射流布气的曝气器,其充氧能力受混合液悬浮物浓度的影响较大,选用需慎重。

使用微信“扫一扫”功能添加“谷腾环保网”





