


IC+A/B工艺处理高浓度淀粉废水
摘要:以某淀粉生产企业废水处理为例,介绍了IC+A/B工艺处理高浓度淀粉废水的工程设计,该工程设计规模为2500m3/d,进水COD为10000mg/L,处理后达到国家一级排放标准。实际运行结果表明:该废水处理技术不但能够保证出水水质,而且高效低耗,具有可观的经济效益,是一种切实可行的处理技术。
关键词:IC+A/B工艺; 淀粉废水; 颗粒污泥; 工程调试
山东省潍坊市某淀粉企业是以玉米为生产原料,年生产淀粉32万吨的企业,由于该企业属于新建项目,故执行“三同时”的标准。根据企业的生产要求,设计每天的处理水量为2500m3/d。
1 玉米淀粉的生产工艺及其废水的特征
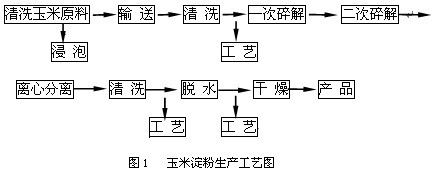
1.1 玉米淀粉的生产工艺
该企业玉米经过清理、称重后送入浸泡罐,在一定温度下进行浸泡。浸泡后的玉米输送入脱坯磨,破碎籽粒游离出坯芽分离出的坯芽被洗涤干燥,送入榨油工序。经过精磨作用后纤维上粘附的淀粉和蛋白质被去除,筛离洗涤后纤维进行干燥。含有淀粉和蛋白质的淀粉乳进入分离机进行分离,分离出的蛋白质进行浓缩干燥;淀粉进一步经洗涤后得到纯净淀粉乳进行干燥或送入淀粉洗涤加工工段。
1.2 玉米淀粉废水的特征
随着淀粉行业技术的发展,处理淀粉废水的工艺在节水方面也有了长足的进步。90年代末,吨淀粉用水量还在6~8m3,而在最近一两年内,由于水资源的日益匮乏,淀粉生产厂家在清洁生产方面加大了力度,吨淀粉用水降至3 m3甚至更低。水循环利用次数的增加,使淀粉废水又有了新的特征。
由于该厂没有菲汀车间,故菲汀水不用考虑,其他工序排水工段主要集中在玉米浸泡输送、纤维榨水、浮选浓缩、蛋白压滤等工艺。其中浮选浓缩工段排水量最大,占总水量的70%左右,其他工段用水通过工艺改造都用车间的工艺水进行闭路循环,基本上不排水,所以总的处理水量相对来说较低。
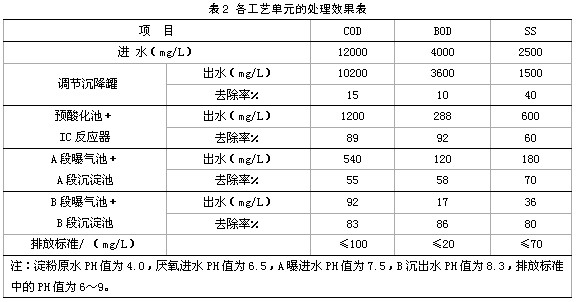
1.3 废水的进水水质及出水要求
根据企业的生产规模及生产废水的水质数据,设计进水水质及出水要求如表1所示。

2 废水处理工艺
2.1 废水处理工艺流程
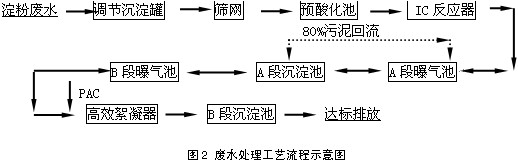
考虑到其他工段的水都实现了闭路循环,废水主要是淀粉洗涤的工艺水,COD浓度在10000mg/l左右,B/C在0.4左右,可生化性较好,故采用以厌氧生物处理为主的处理工艺。由于此水温度较高(一般在460C左右)必须经过通过沉降罐降温,而且沉降回收部分蛋白后再进入厌氧。
废水经厌氧处理后虽然可以去除92%以上的COD,但由于原水的有机物的浓度较高,而且经过厌氧处理后氨氮的浓度较高,因此厌氧处理后的好氧处理必须对COD 和氨氮都同时考虑。经过仔细分析比较,再考虑到工人的实际的操作运行的管理方便,本工程好氧采用了A/B法的处理工艺,在B段的氧化池中加挂了填料以提高对氨氮的去除率。为确保出水水质达到排放标准,采用混凝沉淀作为最后一道处理工艺,以确保出水水质稳定达标。工艺流程如图2
2.2 污泥处理工艺流程

2.3 厌氧及好氧系统的特点
2.3.1 厌氧处理系统的特点
本工程厌氧系统采用的是IC内循环厌氧反应器。他是由上、下两个动力学过程不同的反应室组合而成,相当于两个UASB叠加而成。IC利用下集气罩收集的沼气产生的提升作用,通过提升管将沼气和废水提升到气液分离器进行气水分离,液体通过回流管返回到下反应室与进水混合搅拌,使下反应室保持较高的水力负荷,颗粒污泥处于充分的膨胀状态,强化了颗粒污泥与有机废水的接触和传质,大大提高了有机物的消化速率和反应器的有机负荷,而上反应室始终维持较低的水力负荷和产气负荷,对污泥搅动作用很小,有利于污泥、废水的分离和保持污泥的高浓度,有利于提高有机污染物的去除。
当进水浓度的突然增加或进水量的突然加大,都会对厌氧反应器造成负荷冲击,IC因其内循环作用,瞬间的高浓度废水进入反应器后,产气量大,气提量会随着增大,从而内循环量大,大的内循环量能将高浓度的废水迅速的释稀,从而减少了有机负荷变化对反应器的冲击。
2.3.2 好氧处理系统的特点
A-B活性污泥法即吸附生物氧化法。A-B法的技术核心可追溯到原来的两段活性污泥及高负荷活性污泥法,它的特点有对处理复杂变化较大的污水水质具有较大的适应能力;可大幅度地去除污水中难降解物质;处理效率高,出水水质好,BOD5去除率可达90%~95%,还可进行深度处理脱氮处理;总反应时间短,构筑物体积小,占地少,约可节省投资15%~20%、节能20%~25%;为了更好的去除氨氮,在B段采用了生物接触氧化法。
2.4 构筑物设计参数及设主要设备
2.4.1 调节沉淀罐:1座,钢混结构
有效容积Φ10m×20m=1570m3,停留时间为8h。主要是调节车间排出的废水的水质、水量,并沉淀水中大部分蛋白质,减轻后续处理的负荷。
2.4.2 筛网:1座,钢混结构
主要是截留废水中的漂浮物及纤维物,以保证后续处理的正常运行,延长污水泵的使用寿命。筛网采用10~20目不锈钢制,由于筛留物很少,可采用人工定期清除。
2.4.3 预酸化池:1座,钢混结构
对废水进行预酸化作用,以提高厌氧处理系统的去除效率。有效容积10m×8m×6m=440m3,停留时间为4h。
2.4.4 IC反应器:1座,钢制结构
有效容积Φ11m×17m=1600m3,停留时间为15h,Fv=16kgCOD/m3·d,去除大部分有机物和悬浮物,COD去除率达到92%以上,出水COD浓度低于1200mg/l。
2.4.5 A/B系统:4座,钢混结构(包括A段曝气池、A段沉淀池、B段曝气池、B段沉淀池)
其中A段曝气池有效容积25m×4m×6m=440m3,停留时间为5h,设计BOD5污泥负荷为2kgBOD5/(kgMLSS·d)。A段沉淀池有效容积22m×3m×6m=440m3,停留时间为3h,设计表面负荷为1.6m3/(m2·h)。B段曝气池有效容积25m×8m×6m=1200m3,停留时间为11h,设计BOD5污泥负荷为0.16kgBOD5/(kgMLSS·d)。B段沉淀池有效容积25m×4m×6m=440m3,停留时间为4.5h,设计表面负荷为1.0m3/(m2·h)。
2.4.6 污泥浓缩池:2座,钢混结构
有效容积8m×6m×6m=288m3。两座并联使用。浓缩池上清液自流入预酸化池。
2.4.7 附属构筑物(包括值班室、化验室、加药间、鼓风机房、脱水机房、沼气发电机房等)
鼓风机房:F=9m×5.1m; 房高H=4.5m; 混砖结构。
压滤机房:F=12m×9m;房高H=4.5m; 混砖结构。
加药间: F=9m×5.1m; 房高H=4.5m; 混砖结构。
发电机房:F=12m×9m;房高H=4.5m; 混砖结构。
值班室: F=5.1m×4.2m; 房高H=3.0m; 混砖结构。
化验室: F=5.1m×2.4m; 房高H=3.0m; 混砖结构
2.4.8 鼓风机
型号:3HE-200,Qs=60m3/min,N=110kw·h, Pa=68kPa。
2.4.9 带式压滤机
型号:WDY-20,带宽2m,传动功率2.2 kw·h,处理量15 m3/h。
2.4.10 高效絮凝器
为加药混合反应而设。型号:HCV-1600,处理量110 m3/h。
2.4.11 自动加药系统
型号:HW-1000,1套。
2.4.12 沼气发电机
设计采用了胜利油田动力机械有限公司的沼气发电机,2台。
型号为:500GF。
2.5 系统运行
整个系统的运行包括厌氧系统和好氧系统两部分,这两部分调试运行都采用污泥接种的方法,由于厌氧微生物生长生长繁殖的速率比好氧微生物要低的多,因此本工程的启动主要是厌氧系统的启动。
2.5.1 厌氧系统的接种与驯化
由于本工程设计的IC反应器负荷较高,污泥的接种是从同类型行业接种的运行较好的厌氧颗粒污泥,接种量为600 m3,在接种前首先向反应器内注入1000 m3清水,然后开始加温使反应器内的温度达到35℃左右,然后将接种的600 m3的颗粒污泥用转速较低的螺杆泵打入反应器内,并开启循环系统进行内循环,让接种的颗粒污泥逐渐的恢复活性,此阶段用时三天左右,然后开始提高负荷首先将进水COD浓度控制在2500±300mg/L,进水量为200m3/h,运行负荷为8kgCOD/m3.d,此阶段运行用了8天的时间然后依次运行负荷至9.6 kgCOD/m3.d(进水COD为3000±300mg/L,进水量为200m3/h,用时15天)、11.2 kgCOD/m3.d(进水COD为3500±300mg/L,进水量为200m3/h,用时5天)、14.6 kgCOD/m3.d(进水COD为3500±300mg/L,进水量为260m3/h,用时10天),直至达到设计16.6 kgCOD/m3.d(进水COD为4500±300mg/L,进水量为260m3/h,用时8天)一共调试了50天左右。在运行的过程中反应器内的温度一直控制在36℃~38℃,进料温度控制在38℃~40℃,由于厌氧过程中产甲烷菌最适宜的PH值范围为6.5~7.2,过高或过低都会都会影响产甲烷菌的活性,虽然原水的PH值在4.0经过回流水稀释后,PH值基本在6.5左右。
2.5.2 厌氧出水VFA的变化及厌氧结晶的影响
厌氧发酵的限速步骤为产甲烷阶段,在运行过程中最容易出现的问题是VFA的积累,从而导致系统的酸化,使产甲烷菌受到抑制,IC反应器难以正常运行故厌氧出水的残余VFA能比较准确的反映厌氧系统的运行情况,实际的运行结果表明,IC反应器出水VFA在2.5~3.5mmol/L时运行情况较好。
虽然本工程设计的为IC反应器上升流速较高,但运行一段时间后在管道的的转弯处和泵的入口处形成了鸟粪石(MgNH4PO4)管道容易被堵塞影响进水量。后来经过改后造将原有的管道全部换成U-PVC管,由于U-PVC管耐腐蚀及表面光滑,结晶不易在管壁上吸附,得到了较好的效果。另外在运行的过程中适当的添加Fe盐,也防止了鸟粪石的形成,投加量为现场PO43--P(PO4以P计)和投加Fe之比为0.37较为合适。
2.6 好氧系统运行
好氧系统由于采用A/B法的处理工艺,A段曝气池利用IC反应器出水带出的污泥加上A段沉淀池的回流污泥直接曝气。B段曝气池就近接种了污水处理厂沉淀池的回流污泥,接种量为池容积的10%左右直接进行闷曝。B段闷曝三天后微生物开始繁殖,约10天后填料上开始有生物膜出现,然后开始进水,进水量为设计水量的20%,四天后开始增加进水量至设计水量的30%,根据微生物的繁殖情况依次增加进水量至40%、60%、80%,直到达到设计负荷共用了40天左右。A段曝气池由于直接采用厌氧出水带出的污泥进行培养在曝气约两一周后微生物开始出现,培养的方法参照B段曝气池的培养方法,由于A段曝气池的负荷较高,微生物的适应能力强从开始培养到达到设计负荷共用了30天。
在好氧系统运行的过程中为最大限度的发挥脱氮除磷的作用好氧池必须,供给足够的DO,运行结果表明A段在DO≤1.0mg/l条件下总氮的去除率可达到30%,而B段由于采用的是生物膜法,脱氮除磷主要是靠生物膜的脱落来完成,实际运行结果表明在B段曝气池出水末端DO>2mg/l时才能满足其需要,而膜的脱落量40mg/周期(即:4mg/L)才能达到较好的效果,去除率基本上在55%左右。
2.7 过滤系统运行
污泥处理系统作为后处理在生物处理系统运行正常后开始运行。调节沉降罐沉淀下来的蛋白全部回收到车间,AB段沉淀池的部分污泥及段沉淀池的污泥进入污泥浓缩池进行浓缩后进入带式压滤机压滤脱水后,泥饼外运填埋,污泥浓缩池的上清液及带式压滤机的滤液返回预酸化池进行处理。
2.8 沼气发电系统
本工程IC反应器产生的沼气经过水封、脱硫罐后进入储气柜,实际运行中每天产生了12000m3沼气,每方沼气可发1.8度电,选用了山东东营胜利油田动力机械有限公司2台每小时发电500kW·h的发电机,每小时可发电900kW·h,沼气发电产生的余热经过余热回收装置一部分进入锅炉,另一部分进入IC反应器对废水进行加热以维持反应器内的温度。
2.9 经济效益分析
本工程总投资为1300万元,土建部分的投资为400万元,设备部分的投资为800万元,其他部分的投资为100万。
2.9.1电费
废水处理站总装机功率为300kW·h,实际运行功率为150 kW·h,正常运行耗电量为3600(kw·h)/d,则电费为1908元/ d,处理吨水的电费为0.76元/m3。
2.9.2 药剂费
其中PAM的消耗量为7ppm,市场价为15000元/吨,PAC的消耗量为80ppm,市场价为1700元/吨,处理吨水的费用为0.23元/m3。
2.9.3 人工费
废水处理站编制为8人,工资为40元/(人·d),处理吨水人工费为0.13元/m3。
2.9.4 处理成本
综合以上费用,得废水处理的成本为1.12元/m3。
2.9.5 效益回收
2台沼气发电机每小时可发电900kW·h,每度电的价格按0.53元计算,则每天可产生11400元的效益,除去污水处理每天的处理成本2800元,则通过沼气发电每天可产生8600元的利润,一年可净赚300万元。
2.10 结束语
(1)实际运行结果表明,采用IC+A/B工艺处理高浓度淀粉废水是切实可行的,出水水质可达到国家《污水综合排放标准》(GB8978-1996)一级标准。
(2)在厌氧系统运行的过程中要注意出水VFA的变化和厌氧结晶对系统运行的影响。
(3)好氧系统B段采用生物膜法可提高好氧系统脱氮除磷的能力。
(4)通过沼气发电可抵消废水处理的运行费用,而且给废水处理站带来可观的经济效益。
参考文献
[1]贺延岭编著. 废水厌氧生物处理. 北京:轻工业出版社,1998.
[2]任南琪,王爱杰等编著. 厌氧生物技术原理与应用. 北京:化学工业出版社,2004.
[3]王凯军,左剑恶,甘海南等编著. UASB工艺的理论与工程实践. 北京:中国环境科学出版社,2000.
[4]张希衡等编著. 废水厌氧生物处理工程. 北京:中国环境科学出版社,1996.
[5]王凯军,秦人伟编著. 发酵工业废水处理. 北京:化学工业出版社,2000.
[6]周孟津,张榕林,蔺金印等编著. 沼气实用技术. 北京:化学工业出版社,2004.
[7]张全国主编. 沼气技术及其应用. 北京:化学工业出版社,2005.
[8]沈耀良,王宝贞编著. 废水生物处理新技术-理论与应用(第二版). 北京:中国环境科学出版社,1996.
[9]杨岳平,徐新华,刘传富主编.废水处理工程及实例分析.北京:化学工业出版社,2003.

使用微信“扫一扫”功能添加“谷腾环保网”





