


ЕчЖЦЗЯЫЎжагаЛњЮлШОЮяДІРэбаОПНјеЙ
ЕчЖЦЩњВњЪЧвддіЧПН№ЪєжЦЦЗЕФФЭЪДадКЭУРЙладЮЊФПЕФЃЌРћгУЛЏбЇКЭЕчЛЏбЇЕФЗНЗЈЃЌЪЙН№ЪєБэУцаЮГЩИїжжбѕЛЏФЄЃЌЛђдкН№ЪєЁЂЦфЫќВФСЯЩЯЖЦЩЯИїжжН№Ъє[1]ЁЃЕчЖЦГЇЗжВМЙуЃЌУПФъХХЗХЕФЕчЖЦЗЯЫЎДя4Gm3ЃЌЫќЕФХХЗХСПдМеМЙЄвЕЗЯЫЎзмХХЗХСПЕФ10%[2]ЁЃЦфХХЗХЕФЕФЗЯЫЎгаЖОгаКІЃЌЫсМюЖШДѓЁЂжиН№ЪєКЌСПИпЧвЛЙКЌгаНЯДѓСПЕФФбНЕНтгаЛњЮяЃЌЖдЛЗОГЮлШОЬиБ№бЯжиЁЃЮДОДІРэДяБъЕФЕчЖЦЗЯЫЎХХШыКгЕРЁЂГиЬСЃЌЩјШыЕиЯТЃЌВЛЕЋЛсЮЃКІЛЗОГЃЌЖјЧвЛсЮлШОвћгУЫЎКЭЙЄвЕгУЫЎЁЃ
1·ЕчЖЦЗЯЫЎгаЛњЮлШОЮяЕФРДдД
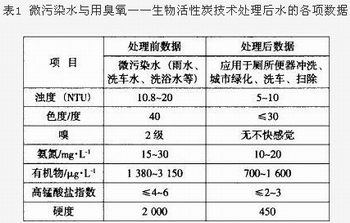
ЕчЖЦЩњВњЯпЕФЗЯЫЎжївЊВњЩњгкгкЕчЖЦЩњВњЙ§ГЬжаЕФЖЦМўЧхЯДЁЂЖЦвКЙ§ТЫЁЂЗЯЖЦвКЁЂЭЫЖЦЕШЃЌвдМАгЩгкВйзїЛђЙмРэВЛЩЦв§Ц№ЕФ“ХмЁЂУАЁЂЕЮЁЂТЉ”;СэЭтЛЙгаЫЂЯДМЋАхЫЎЁЂЕиУцЁЂЩшБИГхЯДЫЎЁЂЭЈЗчРфФ§ЫЎЁЂЗЯЦјХчСмЫўЗЯЫЎЛђЯДЕгЕФвЛВПЗжЗЯЫЎЕШЁЃЕчЖЦЗЯЫЎжагаЛњЮлШОЮяЃЈШчИїаЭБэУцЛюадМСЁЂEDTAЁЂФћУЪЫсЁЂОЦЪЏЫсЁЂввДМАЗЁЂввЖўДМЁЂСђыхЁЂБНЛЧЫсЁЂЯуЖЙЫиЁЂШВЖўДМЕШЃЉЕФРДдДжївЊга3ИіЗНУц:ЕчЖЦЧАДІРэЙЄвеВПЗжЁЂЕчЖЦЙЄвеВПЗжЁЂЕчЖЦКѓДІРэЙЄвеВПЗжЁЃБэ1ЮЊЕчЖЦЮлЫЎжагаЛњЮлШОЮяЕФБШР§ЁЃДгБэ1ПДГіЃЌЕчЖЦЗЯЫЎжаЕФгаЛњЮлШОЮяжївЊРДдДгкЖЦЧАДІРэВПЗжЃЌЖјЕчЖЦЙЄвеБОЩэЫљеМБШР§НЯЩй[3]ЁЃ
 |
1. 1ЕчЖЦЧАДІРэжагаЛњЮяЕФВњЩњ
ЕчЖЦЖЦЧАДІРэЦфФПЕФЪЧЮЊСЫдкКѓУцЕФЕчЖЦжаЕУЕНСМКУЕФЖЦВуЖјНјааБэУцећЦНЁЂГ§гЭЭбжЌЁЂЧжЪДЕШЙЄвеЙ§ГЬ[4]ЁЃЦфВњЩњЕФЮлШОЮяЮЊЗЧРызгаЭБэУцЛюадМСЁЂвѕРызгаЭБэУцЛюадМСМАЦфЫќВПЗжжњМС(ШчЛКЪДМСЕШ)ЁЂПѓЮягЭМАРЏгЭРрЕШгаЛњЮяРрЮлШОЮяЃЌЦфЫЎжЪЮЊЫсадЛђМюадЁЃ
БэУцећЦНЙ§ГЬГхЫЂЕФЮлЫЎжажївЊЕФЮлШОЮяАќРЈаќИЁЮяМАЩйСПжиН№ЪєРызгЁЂзмЕЊМАCODЁЃГ§гЭЭбжЌЙ§ГЬжївЊЪЧШЅГ§ЙЄМўЩЯИНзХЕФЖЏжВЮягЭКЭПѓЮягЭЁЃЦфжївЊЕФЗНЗЈАќРЈгаЛњШмМСГ§гЭЁЂЛЏбЇГ§гЭЁЂЕчЛЏбЇГ§гЭЕШ[5]ЁЃгаЛњШмМСГ§гЭЙ§ГЬжаГЃгУЕФгаЛњШмМСАќРЈЦћгЭЁЂУКгЭЁЂБНЁЂЖўМзБНЁЂБћЭЊЁЂШ§ТШввЯЉЁЂЫФТШввЯЉЁЂЫФТШЛЏЬММАОЦОЋЕШЁЃЛЏбЇГ§гЭЪЧЦеБщЪЙгУЕФГ§гЭЗНЗЈЃЌЫќЪЧжИРћгУгЭЮлжаЕФЖЏжВЮягЭЕФдэЛЏзїгУМАШщЛЏзїгУНЋЦфДгСуМўЩЯГ§ШЅЕФЙ§ГЬЁЃдэЛЏЗДгІОЭЪЧгЭжЌгыГ§гЭвКжаЕФМюЗЂЩњЛЏбЇЗДгІЩњГЩГЩЗЪдэЕФЙ§ГЬЁЃПѓЮягЭЪЧППШщЛЏзїгУЖјГ§ШЅЕФЃЌШщЛЏМСЪЧвЛжжБэУцЛюадЮяжЪЁЃЕчЛЏбЇГ§гЭЃЌЪЧдкМюадШмвКжаСуМўЮЊбєМЋЛђвѕМЋЃЌдкжБСїЕчЕФзїгУЯТНЋСуМўБэУцЕФгЭжЌГ§ШЅЁЃвРППЕчНтЕФзїгУПЩвдЧПЛЏГ§гЭаЇЙћЃЌФмЪЙгЭжЌГЙЕзГ§ОЛЁЃЧжЪДЗжЮЊвЛАуЧжЪДКЭШѕЧжЪДСНжжЃЌЧАепжївЊгУгкШЅГ§СуМўБэУцгЭКЭатЪДВњЮяЃЌЖјКѓепжївЊШЅГ§Н№ЪєЙЄМўБэУцЕФБЁВубѕЛЏЮяЁЃЧжЪДЙ§ГЬжаДјРДСЫЩйСПЕФCODМАзмЕЊЮлШОЮяЃЌЧвЖдЗЯЫЎЕФpHжЕОпгаНЯДѓЕФгАЯьЁЃ
1.2ЕчЖЦЙ§ГЬжагаЛњЮяЕФВњЩњ
ЕчЖЦЙ§ГЬжаВњЩњгаЛњЮяЕФЗЯЫЎжївЊРДгкЕчЖЦЙЄађЕФЧхЯДЫЎЃЌжївЊКЌгаХЈЖШНЯИпЕФИїжжН№ЪєРызгЃЌЖјЦфжаЕФгаЛњЮядђжївЊЪЧЕчЖЦвКжаЬэМгЕФИїжжЙтССМСЃЌетаЉЙтССМСвЛАуОљЮЊЖрзщЗжЛьКЯИпЗжзггаЛњЛЏКЯЮяЁЃгЩгкЫљЖЦЮяжЪЕФВЛЭЌЃЌВЩгУЕФЕчЖЦвКвВВЛвЛбљЃЌЯТУцНщЩмГЃМћЕФЕчЖЦвКжаЕФгаЛњЮяКЌСПМАжжРр[6] [7]ЁЃ
ЧшЛЏЖЦЭЙЄвеЪЧвдЧшЛЏЮязїЮЊТчКЯМСЃЌЖЦвКЮЊЧПМюадЃЌЦфжажївЊгаЧшЛЏбЧЭЁЂЧшЛЏФЦЁЂОЦЪЏЫсМиФЦЁЂСђЧшЫсМиМАЩйСПЕФЧтбѕЛЏФЦЁЂЬМЫсФЦМАСђЫсУЬЕШЃЌжївЊгаЛњЮяЮЊОЦЪЏЫсМиФЦЁЃШЋЙтССЫсадЖЦЭЪЧвЛжжОпгаИпећЦНШЋЙтССЕФЧПЫсадЖЦЭЙЄвеЁЃЖЦвКжївЊГЩЗжгЩСђЫсЭКЭСђЫсзщГЩЁЃЫљгУЕФгаЛњЬэМгМСПЩЗжЮЊЙтССМСКЭБэУцЛюадМССНРрЁЃНЙСзЫсбЮЖЦЭЪЧвЛжжвдНЙСзЫсМиЮЊТчКЯМСЕФШѕМюадЖЦЭЙЄвеЃЌЦфЖЦвКЕФжївЊГЩЗжЮЊНЙСзЫсЭбЮКЭНЙСзЫсМибЮЕФТчКЯМСЁЃЛЏбЇЖЦЭжївЊгУгкЗЧЕМЬхВФСЯЕФН№ЪєЛЏДІРэЁЃЛЏбЇЖЦЭОГЃВЩгУМзШЉзїЮЊЛЙдМСЃЌЦфЖЦвКжаЕФЦфЫћГЩЗжЛЙАќРЈСђЫсЭЁЂОЦЪЏЫсМиФЦЁЂEDTAФЦбЮЁЂЧтбѕЛЏФЦЁЂМзДММАбЧЬњЧшЛЏМиЕШЁЃСэЭтЃЌЪ§ФъЧАЙњФкПЊЗЂСЫHEDPЁЂФћУЪЫсвЛОЦЪЏЫсвдМАШ§ввДМАЗЖЦЭЃЌЦфжаHEDPЖЦЭЪЪгкИжЬњМўЕФжБНгЖЦЭЃЌЖјвЛАуЕФНЙСзЫсбЮЖЦЭвКдђВЛЪЪгУЁЃ
ЕчЖЦФјЦЏЯДЗЯЫЎжаЕФгаЛњЮлШОЮяжївЊРДдДгкЕчЖЦвКжаЬэМгЕФИїжжЙтССМСЁЂећЦНМСвдМАЦфЫћЙІФмЕФЬэМгМСетаЉгаЛњЬэМгМСВЛНіЪЧЛЗОГЮлШОЮяЃЌЛЙЛсИјКѓајЕФЗЯЫЎЛигУКЭН№ЪєЛиЪеЙЄвеДјРДВЛСМгАЯьЁЃ
ЖЦИѕЕФЕчЖЦвКжагаЛњЮяжжРрНЯЩйЃЌжївЊЮЊДзЫсвдМАДзЫсбЮРрЮяжЪЁЃ
гЁЫЂЯпТЗАхЕчЖЦЙ§ГЬжаЬэМгЕФвЉМСАќРЈИїжжЫсМюМАМзШЉЁЂОЦЪЏЫсМиФЦЁЂEDTAЖўФЦМАИїжжЙтССМСЁЂЬэМгМСЕШЁЃЦфЫЎжаЕФЮлШОЮяГ§ХЈЖШМЋИпЕФжиН№ЪєРызг(жївЊЪЧЭРызг)ЭтЛЙгаХЈЖШНЯИпЕФАБЕЊМАвЛВПЗжCODКЭСзЫсбЮЕШЁЃ
Г§ДЫжЎЭтЃЌКмЖрКЯН№ЕчЖЦМАЙѓжиН№ЪєЕчЖЦЙЄвеЃЌЦфЕчЖЦЙЄвеЮхЛЈАЫУХЃЌЗЯЫЎжавВАќКЌСЫДѓСПЕФжиН№ЪєРызгМАТчКЯгаЛњЮяЁЂЙтССМСЕШЁЃВЛЙ§ЃЌзмЕФЫЕРДЕчЖЦЙ§ГЬВњЩњЕФЦЏЯДЫЎЕФCODжЕВЂВЛИпЃЌЕЋгжгЩгкЦфГЩЗжБШНЯИДдгЃЌВЛЭЌЕФЙЄвеВЩгУЕФЕчЖЦвКвВВЛЯрЭЌЃЌИјЬиеїЮлШОЮяЕФШЗЖЈДјРДСЫФбЖШЃЌНјЖјИјЩњЛЏДјРДСЫвЛЖЈЕФгАЯьЁЃ
1.3ЕчЖЦКѓДІРэжагаЛњЮяЕФВњЩњ
ЕчЖЦКѓДІРэЙ§ГЬЪЧжИЙЄМўдкЖЦЩЯН№ЪєЖЦВужЎКѓЖдЦфНјааЕФЧхНрЁЂИЩдяЁЂАќзАЁЂХзЙтЁЂЖлЛЏЁЂЙтдѓДІРэЁЂНўБэУцЛюадМСЭбЫЎДІРэЛђепЮЊдіМгЗРИЏадЖјВЩШЁЕФЛЏбЇПЙИЏЪДДІРэЁЃгаЪБЮЊСЫЖЦМўБэУцЕФЮШЖЈЃЌвВГЃЭПФЈвЛВуПЙАЕЛђПЙЪДЕФгаЛњФЄЁЃетВПЗжЗЯЫЎгаЛњЮяХЈЖШВЛИпЃЌЖјЧветВПЗжЗЯЫЎеМЕчЖЦЗЯЫЎЕФБШР§КмЕЭЃЌвђДЫЕчЖЦКѓДІРэЗЯЫЎжагаЛњЮяВЂВЛЪЧЕчЖЦЗЯЫЎгаЛњЮяжаЙизЂЕФжиЕуЁЃ
2·ЕчЖЦЗЯЫЎгаЛњЮяЕФжЮРэЗНЗЈ
ЕчЖЦЗЯЫЎЕФзщГЩГЩЗжИДдгЃЌЦфДІРэММЪѕЖржжЖрбљЁЃЕЋзмЕФРДНВПЩЗжЮЊ4РрЃЌМДЛЏбЇЗЈ?ШчЛЙдГСЕэЗЈЁЂЛЏбЇЦЦЧшЗЈЁЂЛЏбЇГСЕэЗЈЁЂЛЏбЇЛЙдЗЈЁЂЛЏбЇбѕЛЏЗЈЁЂжаКЭЗЈЁЂИЏЪДЕчГиЗЈЁЂЛЏбЇЦјИЁЗЈЕШ)ЁЂЮяРэЗЈ?ШчеєЗЂХЈЫѕЗЈЁЂЗДЩјЭИЗЈЕШ)ЁЂЮяРэЛЏбЇЗЈ?ШчЛюадЬПЮќИНЗЈЁЂШмЦјЦјИЁЗЈЁЂвКФЄЗЈЁЂРызгНЛЛЛЗЈЁЂнЭШЁЗЈЁЂЕчНтЛЙдЗЈЁЂЕчЩјЭИЗЈЕШ)ЁЂЩњЛЏЗЈ?ШчЮЂЩњЮяЗЈЁЂЛюадЬП-ЩњЮяФЄЗЈЕШ)ЁЃФПЧАвдГЩБОНЯЕЭЁЂММЪѕБШНЯГЩЪьЕФЛЏбЇЗЈЮЊжїЃЌЭЌЪБЪЪЕБИЈвдЦфЫќДІРэЗНЗЈЁЃЙњЭтЖдЕчЖЦЕФжЮРэ90%ЩЯЪЙгУЛЏбЇЗНЗЈЃЌЮвЙњдМга40%вдЩЯВЩгУДЫЗНЗЈ[8]ЁЃ
ЯжНзЖЮзлКЯЕчЖЦЗЯЫЎЕФжЮРэШБЗІЪЕгУОМУЕФЙЄвеЁЃДЋЭГЕФДІРэЗНЗЈФбвдНЕНтЕчЖЦЗЯЫЎжаЕФгаЛњЮлШОЮяЃЌЯТУцЮЊМИжжНЯгааЇШЅГ§ЕчЖЦЗЯЫЎжагаЛњЮяЕФЗНЗЈЁЃ
2.1ЧПЛЏЛьФ§ЗЈ
ЛьФ§ЗЈШЅГ§гаЛњЮяЕФжївЊЛњРэЮЊ:ЛьФ§МСЫЎНтЩњГЩЧтбѕЛЏЮяаѕЬхЖдЬьШЛгаЛњЮяЮќИНЖјНЋЦфШЅГ§ЃЌЬьШЛгаЛњЮягыЛьФ§МСРызгЗДгІаЮГЩВЛШмадЕФТчКЯЮя(ТСЛђЬњЕФИЏжГЫсбЮКЭИЛРяЫсбЮ)ЁЃгЩгкЛьФ§Й§ГЬаЮГЩЕФаѕЬхЖдДѓЗжзггаЛњЮлШОЮяЮяРэЮќИНзїгУНЯЧПЃЌДгЖјДяЕНВПЗжШЅГ§ДѓЗжзггаЛњЮяЕФаЇЙћЃЌЖјЖдаЁЗжзггаЛњЮядђгЩгкЦфЮяРэЮќИНзїгУЯрЖдНЯШѕЃЌШЅГ§зїгУвЊВювЛаЉ[9]ЁЃ
УРЙњЛЗБЃОжШЯЮЊЧПЛЏЛьФ§КЭПХСЃЛюадЬПЮќИНЪЧПижЦDBPSЧАЧ§ЮязюКУЕФПЩРћгУММЪѕЃЌЖјЧвНЋЧПЛЏЛьФ§СаЮЊПижЦЬьШЛгаЛњЮяЕФзюМбЗНЗЈ[10]ЁЃЧПЛЏЛьФ§ЭЈЙ§діМгЛьФ§МСЭЖМгСПЁЂЕїНкpHЁЂИФСМЛьФ§МСЁЂИФЩЦЫЎСІЬѕМўЁЂЭЖМгбѕЛЏМСЛђжњФ§МСРДзюДѓЯоЖШЕиЬсИпШЅГ§гаЛњЮяЕФаЇЙћЁЃбаОПБэУїЃЌВЩгУЧПЛЏЛьФ§ЕФгаЛњЮяШЅГ§ТЪБШГЃЙцДІРэЬсИпНќ1БЖЁЃ
ЖдВЛЭЌЕФЮлШОЮяЖјбдЃЌгАЯьЛьФ§аЇЙћЕФвђЫиЪЧгаЛњЮяЕФЯрЖдЗжзгжЪСПЁЂЕчадвдМАШмНтадЁЃЖБќжБЕШ[11]ПМВьСЫЧПЛЏЛьФ§ДІРэЪБИїЯрЖдЗжзгжЪСПЧјМфФкЕФгаЛњЮяШЅГ§ЧщПіЃЌДгжаЛёЕУаЁЯрЖдЗжзгжЪСПгаЛњЮяЕФШЅГ§ЖдгаЛњЮяЕФШЅГ§аЇЙћгаКмДѓЕФгАЯьЃЌВЂЕУжЊзюДѓЯоЖШЕФШЅГ§аЁЯрЖдЗжзгжЪСПгаЛњЮяЕФзюМбpHжЕЁЃ
ЭЖШыЫЎжаКѓФмЙЛВњЩњаѕзДЮяЃЌОЙ§Ф§НсЁЂОлМЏЃЌЪЙЫЎЕУЕНОЛЛЏЕФвЉМСГЦЮЊЛьФ§МСЁЃЦфжжРрЗБЖрЃЌАДЦфЛЏбЇГЩЗжПЩЗжЮЊЮоЛњЁЂгаЛњ(гаЛњРрГЃГЦЮЊаѕФ§МС)СНДѓРр[12]ЁЃЮоЛњЛьФ§МСАќРЈТСбЮ?ШчСђЫсТСЁЂСђЫсТСАДЁЂТШЛЏТСЁЂОлСзТШЛЏТСЁЂОлКЯТШЛЏТСЁЂОлКЯСђЫсТСЕШ)ЁЂЬњбЮ?ШчСђЫсЬњЁЂСђЫсбЧЬњЁЂТШЛЏЬњЁЂОлКЯСђЫсЬњЁЂОлКЯТШЛЏЬњЕШ)ЁЂаПбЮЁЂУОбЮЕШЁЃФПЧАЮоЛњЛьФ§МСжаЪЙгУНЯЖрЕФЪЧСђЫсТСЁЂОлТС(PACЛьФ§аЇЙћЮЊДЋЭГЕЭЗжзгТСбЮЕФ2~3БЖ)ЁЂОлЬњ[13]ЁЃ
гаЛњРрЛьФ§МСАќРЈШЫЙЄКЯГЩЕФИпЗжзгЛьФ§МСЃЈШчPAMЕШ)КЭЬьШЛИпЗжзгЛьФ§МС(ШчПЧОлЬЧМАЦфбмЩњЮяЁЂФОжЪЫибмЩњЮяЁЂИФадбєРызгЕэЗлЕФбмЩњЮяЁЂЩњЮяаѕФ§МСЕШ)ЁЃНќФъРДЃЌЫцзХЛЗОГЮлШОжЮРэСІЖШМгДѓЃЌЮЊЪЪКЯИїРрЫЎжЪОЛЛЏДІРэашЧѓЃЌШЫУЧМгДѓСЫЖдИДКЯаЭаѕФ§МСЗНУцЕФбаОПСІЖШЁЃЮвЙњвВЯШКѓбажЦПЊЗЂСЫОлКЯТСЬњЁЂТСЙшЁЂЙшТСЁЂЙшЬњвдМАОлКЯТС/ЬњгыЛюаджТзЧЮяжЪКЭгаЛњИпЗжзгаѕФ§МСЕШЯЕСаИДКЯаѕФ§МСЁЃВЂдкОлКЯТС/ЬњЕФЩњВњЛљДЁЩЯЃЌЭЈЙ§ИДХфЙЄвеЃЌЩњВњОлКЯТСЙшКЭОлКЯТСЬњЕШЖрЦЗжжИДКЯаЭЮоЛњИпЗжзгаѕФ§МС[14]ЁЃ
2.2ЮќИНЗЈ
ЮќИНЗЈЪЧРћгУЖрПзадЙЬЬхЮяжЪЕФЮќИНФмСІШЅГ§ЫЎжаЮЂСПШмНтаддгжЪЕФвЛжжДІРэЙЄве[15]ЁЃФПЧАЃЌгУгкЫЎДІРэЕФЮќИНМСгаЛюадЬПЁЂЙшдхЭСЁЂИпСыЭСЁЂЛюадбѕЛЏТСЁЂЗаЪЏМАРызгНЛЛЛЪїжЌЕШЁЃНќФъРДгжбажЦПЊЗЂСЫвЛаЉаТаЭЮќИНВФСЯЃЌШчИДКЯЙІФмЪїжЌЁЂЛюадЬПЯЫЮЌЕШЁЃЮќИНЗЈжагІгУзюЖрЕФЪЧЛюадЬПЁЃПХСЃзДЛюадЬПжЛФмЮќИНЫЎжаПЩШмадгаЛњЮяЃЌЖјЖдаќИЁзДВЛШмадгаЛњЮяЕФШЅГ§аЇЙћКмВюЃЌЖјЧвЖдПЩШмадгаЛњЮяЕФЮќИНЪЧгабЁдёадЕФЃЌМгжЎЛюадЬПдйЩњЗбгУНЯИпЃЌЪЙЛюадЬПЮќИНЗЈЕФгІгУЪмЕНЯожЦ[16]ЁЃ
ЗлФЉЛюадЬПЮќИНЖдЯрЖдЗжзгжЪСПдк500~1000КЭ1000~3000ЗЖЮЇФкЕФгаЛњЮяЮќИНаЇЙћНЯКУЃЌПЩЗжБ№ШЅГ§21.52%КЭ24.17%ЃЌЖјЖдЯрЖдЗжзгжЪСП3000~6000КЭДѓгк6000ЕФгаЛњЮяШЅГ§аЇЙћВЛКУЃЌЖдЯрЖдЗжзгжЪСПаЁгк500ЕФдђЛљБОУЛгаШЅГ§аЇЙћ[17]ЁЃVaughan[18]баОПСЫЗлФЉЛюадЬПжљЖдгкЧІКЭБНЗгМАЧІКЭШ§ТШввЯЉИДКЯЮлШОЫЎЬхЕФШЅГ§аЇЙћ;Rajeshwarisi-varaj[19]баОПСЫзджЦЛюадЬПЖдгкЙЏЁЂБНЗгЁЂМзЛљРМШ§дЊИДКЯЬхЯЕЕФЮќИНаЇЙћЃЌбщжЄСЫЗлФЉЛюадЬПЭЌЪБШЅГ§жиН№ЪєКЭгаЛњЮлШОЮяЕФПЩааадЁЃ
2.3ЮЂЕчНтЗЈ
ЮЂЕчНтЙЄвеЪЧЛљгкН№ЪєВФСЯ(ЬњЁЂТСЕШ)ЕФИЏЪДЕчЛЏбЇдРэЃЌНЋСНжжОпгаВЛЭЌЕчМЋЕчЮЛЕФН№ЪєЛђН№ЪєгыЗЧН№ЪєжБНгНгДЅдквЛЦ№ЃЌНўХндкДЋЕМадЕФЕчНтжЪШмвКжаЃЌЗЂЩњЕчГиаЇгІЖјаЮГЩЮоЪ§ЮЂаЁЕФИЏЪДдЕчГи(АќРЈКъЙлЕчГигыЮЂЙлЕчГи)ЁЃЬњЬПЮЂ(Фк)ЕчНтЗЈ[20]ЪЧРћгУЬњЬПСЃСЯдкЕчНтжЪШмвКжааЮГЩЕФЮЂ(Фк)ЕчНтЙ§ГЬРДДІРэЗЯЫЎЕФвЛжжЕчЛЏбЇММЪѕЃЌВЂЧвМЏдЕчГиЗДгІЁЂбѕЛЏЛЙдЁЂаѕФ§ЮќИНЁЂЙВГСЕэЕШзїгУгквЛЬхЁЃЦфжаЬњаМзїЮЊбєМЋБЛИЏЪДЃЌЖјЬПСЃЛђепЬМЛЏЬњзїЮЊвѕМЋЁЃОпЬхРДЫЕЃЌжївЊзїгУгаЂйбѕЛЏЛЙдзїгУ:ЬњЕчМЋБОЩэМАЦфЗДгІжаЫљВњЩњЕФДѓСПГѕЩњЬЌЕФFe2+КЭдзгHОпгаИпЛЏбЇЛюадЃЌФмИФБфЗЯЫЎжааэЖргаЛњЮяЕФНсЙЙКЭЬиадЃЌЪЙгаЛњЮяЗЂЩњЖЯСДЁЂПЊЛЗЕШзїгУ[21]ЁЃР§ШчЗЯЫЎжаЕФЯѕЛљБНРрКЭХМЕЊгаЛњЮяПЩЛЙдЮЊАЗЛљЃЌгаЛњЫсПЩЛЙдЮЊШЉКЭЭЊРрЃЌЛЙдКѓЕФАЗЛљгаЛњЮявзБЛЮЂЩњЮябѕЛЏЗжНтЃЌШЉКЭЭЊРргЩгкЮШЖЈадВюЃЌМЋвзЪЙжЎЗжНтЖјГ§ШЅЃЌЯЉЬўЁЂШВЬўЕУЕчзгзЊБфЮЊБЅКЭЬўЛђДѓЗжзгВЛБЅКЭЬўЖЯСДЮЊаЁЗжзггаЛњЮяЕШЃЌШєЗЯЫЎжаКЌгааЁЗжзгЕФжЌЗОЫсКЭЗМЯуЫсЃЌдђЛсгыFe2+МАFe3+жБНгЗДгІаЮГЩЗЧЫЎШмадбЮЖјГ§ШЅ[22]ЁЃЖдгкдкН№ЪєЛюЖЏЫГађБэжаХХдкЬњКѓУцЕФН№ЪєОљгаПЩФмБЛЬњжУЛЛГіРДЖјГСЛ§дкЬњБэУцЩЯШчжиН№ЪєРызгCu2+ЁЂPb2+ЕФЗЯЫЎЃЌFeФмжБНгНЋЦфжУЛЛЖјГСЛ§дкБэУцЃЌЙЙГЩаТЕФдЕчГиЃЌЧПЛЏЮЂЕчНтзїгУЁЃ
ДЫЭтЃЌЮЂЕчНтЙ§ГЬжаПЩВњЩњвЛВПЗжєЧЛљздгЩЛљ[23]ЃЌЦфЧПбѕЛЏадПЩбѕЛЏвЛВПЗжгаЛњЮлШОЮяЁЃЂкЕчГЁзїгУ:ЮЂЕчГиФмЙЛВњЩњЮЂЕчГЁЃЌЗЯЫЎжаЗжЩЂЕФНКЬхПХСЃЁЂМЋадЗжзгЁЂЯИаЁЮлШОЮяЪмЮЂЕчГЁЕФзїгУКѓБуЛсВњЩњЕчгОЃЌЯђЯрЗДЕчКЩЕФЕчМЋвЦЖЏЃЌОлМЏдкЕчМЋЩЯЃЌаЮГЩДѓПХСЃЖјГ§ШЅЃЌCODвВЛсНЕЕЭЁЃЂлаѕФ§ЮќИНГСЕэзїгУ:ЖўМлМАШ§МлЬњРызгОљЮЊКмКУЕФаѕФ§МСЃЌЬиБ№дкМгМюЬѕМўЯТаЮГЩФЋТЬЩЋЕФFe(OH)2МАбѕЛЏКѓЕУЕНЕФFe(OH)3ГСЕэОпгаЧПСвЕФЮќИНаѕФ§зїгУ[24]ЃЌЦфЛюадИпгквЛАувЉМСЫЎНтЫљЕУЕФFe (OH)2ЁЂFe(OH)3ГСЕэМАвЛАуаѕФ§МСЕФЫЎНтВњЮяЁЃЗЯЫЎжаЕФаќИЁЮявдМАгЩЮЂЕчНтзїгУВњЩњЕФВЛШмЮяКЭЙЙГЩЩЋЖШЕФВЛШмадШОСЯПЩБЛЦфЮќИНФ§ОлЃЌзюКѓЭЈЙ§аѕФ§ГСЕэЖјБЛШЅГ§ЁЃДЫЭтЃЌдкЕчГиЗДгІЕФВњЮяжаЃЌ Fe2+КЭFe3+вВНЋКЭвЛаЉЮоЛњЮя(ШчСђРызгЁЂЧшИљРызг)ЗЂЩњЗДгІЃЌЩњГЩГСЕэЮяЖјШЅГ§етаЉЮоЛњЮяЃЌвдМѕЩйЦфЖдКѓајЙЄвеЕФЖОКІад[25]ЁЃЂмЦјИЁзїгУ:дкЫсадЛђЦЋЫсадШмвКжаЃЌВњЩњH2ДйЪЙЗЯЫЎШмвКжагаДѓСПЮЂаЁЦјХнЩњГЩЃЌЗЯЫЎжааќИЁЮяеГдкаЁЦјХнЩЯВЂЩЯИЁЕНЫЎУцЃЌвВЦ№ЕННСАшЁЂе№ЕДЕФзїгУЃЌМѕШѕХЈВюМЋЛЏЃЌМгЫйЕчМЋЗДгІЕФНјааЁЃ
СѕЪРЕТЕШ[26]ШЫЖдзлКЯЕчЖЦЗЯЫЎВЩгУЮЂЕчНтНјаадЄДІРэЃЌКѓНгГЃЙцЛЏбЇГСЕэДІРэЙЄвеЃЌЕБЬњЬПЕФЬхЛ§БШЮЊ1ЁУ1ЃЌдЫЎpHжЕЮЊ1. 5ЃЌЗДгІЪБМфЮЊ40minЪБЃЌCODЕФШЅГ§ТЪПЩДяЕН70%ЃЌжиН№ЪєШЅГ§аЇЙћСМКУЁЃЦфжаЬњЬПЬхЛ§БШЮЊгАЯьCODШЅГ§ТЪЕФзюЯджјвђЫиЁЃРЕШеРЄЕШ[27]ШЫЭЈЙ§ЯЕЭГЕиЪдбщЕУГіНсТлЃЌЖдгкЕчЖЦгаЛњЗЯЫЎЃЌВЩгУЮЂЕчНтЙЄвеЕФзюМбВЮЪ§ЮЊ: pHжЕЮЊ3ЃЌЗДгІЪБМфЮЊ90minЃЌЬњЬМБШЮЊ2. 0ЃЌЦјЫЎБШЮЊ15ЁЃГТаРвхЕШ[28]НсКЯЪЕМЪЕчЖЦЧАДІРэЗЯЫЎНјааЗжЮіЃЌЬсГіВЩгУЦиЦјЪНЬњЬМЮЂЕчНтЗЈДІРэЕчЖЦЧАДІРэЗЯЫЎЕФЙЄвеЃЌЭЈЙ§е§НЛКЭЕЅвђЫиЪдбщгХЛЏЙЄвеВЮЪ§ЃЌЛёЕУЦиЦјЪНЬњЬМЮЂЕчНтзюМбЙЄвеВЮЪ§ЃЌГіЫЎCODНЕНтТЪДя90%ЃЌЧшЛЏЮяЃЌжиН№ЪєЕШжИБъЕЭгкМьГіЯоЁЃ
2. 4FentonЗЈ
Й§бѕЛЏЧтгыДпЛЏМСFe2+ЙЙГЩЕФбѕЛЏЬхЯЕЭЈГЃГЦЮЊFentonЪдМС[29]ЁЃFentonЗЈЪЧФбНЕНтгаЛњЮяДІРэЙ§ГЬжабаОПНЯЖрЕФвЛжжИпМЖбѕЛЏЙЄвеЃЌЯрЖдЦфЫћAOPSЖјбдЃЌОпгаВйзїЙ§ГЬМђЕЅЁЂЗДгІЮявзЕУЁЂЗбгУБувЫЁЂЮоаыИДдгЩшБИЧвЖдЛЗОГгбКУадЕШгХЕуЃЌвбБЛж№НЅгІгУгкШОСЯЁЂЗРИЏМСЁЂЯдЯрМСЁЂХЉвЉЕШЗЯЫЎДІРэЙЄГЬжаЃЌОпгаКмКУЕФгІгУЧАОА[30]ЁЃFentonЗЈЕФКЫаФЪЧFe2+КЭH2O2ЃЌ FentonЗДгІжаВњЩњЕФ·OHздгЩЛљКЭаТЩњЬЌ[O]ОпгаКмЧПЕФЛюадЃЌФмНЋЖржжгаЛњЮябѕЛЏЮЊЮоЛњЮя[31]ЁЃСѕЪРЕТЕШ[26]ШЫЖдзлКЯЕчЖЦЗЯЫЎВЩгУFentonЪдМСдЄДІРэЃЌКѓНгГЃЙцЕФЛЏбЇГСЕэЙЄвеЃЌЪдбщБэУї:ЕБ30%Й§бѕЛЏЧтЕФЭЖСПЮЊ1. 4mL/LЗЯЫЎЃЌдЫЎЕФpHжЕЮЊ4. 0ЃЌЖўМлЬњгыЙ§бѕЛЏЧтЕФЮяжЪЕФСПБШЮЊ1. 4ЁУ1ЃЌЗДгІЪБМфЮЊ50minЪБЃЌCODЕФШЅГ§ТЪПЩДяЕН75%ЃЌжиН№ЪєШЅГ§аЇЙћСМКУЁЃЦфжаЙ§бѕЛЏЧтЕФЭЖСПЮЊгАЯьCODНЕНтЕФзюЯджјвђЫиЁЃ
FentonЪдМСГ§СЫгЩгкВњЩњ·OHЖјОпгаЧПбѕЛЏадЭтЃЌЦфЛЙОпгааѕФ§ЁЂГСЕэЙІФмЁЃWallingКЭKa-to[32]ЃЌLinКЭLo[33]ЕФбаОПБэУїЃЌ FentonЪдМСЕФаѕФ§ЁЂГСЕэЙІФмЃЌжївЊЪЧвђЮЊдкДІРэЗЯЫЎЙ§ГЬжадйЩњЕФЖўМлЬњРызггыЧтбѕЛЏЮяЗДгІЩњГЩСЫОпгаЮќИНЁЂФ§ОладФмЕФЬњЫЎТчКЯЮяЁЃ
FentonЪдМСЖдФбЩњЮяНЕНтЗЯЫЎЁЂгаЖОЗЯЫЎКЭЩњЮявжжЦадЗЯЫЎгазХЮШЖЈЁЂгааЇЕФШЅГ§ЙІФмЃЌШчЕЅЖРЪЙгУдђДІРэЗбгУЭљЭљЛсКмИпЃЌЫљвддкЪЕМљгІгУжаЃЌЭЈГЃНЋFentonбѕЛЏММЪѕгыЦфЫќДІРэЗНЗЈСЊгУЃЌзїЮЊФбНЕНтгаЛњЗЯЫЎЕФдЄДІРэЛђЩюЖШДІРэЗНЗЈЁЃетбљМШПЩвдНЕЕЭЗЯЫЎДІРэГЩБОЃЌгжПЩвдЬсИпДІРэаЇТЪ[34]ЁЃШчАзЬьалЕШ[35]дкДІРэШОСЯЗЯЫЎЪБЃЌдкЮЂЕчНтГіЫЎжаМгШыH2O2ШмвКЃЌдкЦеЭЈбєЙтЗјееЯТЗДгІ1 hЃЌ FentonЗДгІЕФCODШЅГ§ТЪДя71. 9%ЁЃГТЫМРђЕШ[36]ВЩгУFentonбѕЛЏвЛЩњЮяНгДЅбѕЛЏЙЄвеДІРэКЌМзШЉКЭЮкТхЭаЦЗЕФФЃФтЗЯЫЎЃЌОFentonбѕЛЏдЄДІРэКѓЃЌЗЯЫЎЕФBOD/CODжЕЬсИпЕН0. 5ЃЌЩњЮяНгДЅбѕЛЏЭЃСєЪБМфЮЊ12 hЪБЃЌЗЯЫЎCODШЅГ§ТЪИпДя94%ЃЌДІРэКѓГіЫЎCODаЁгк70mg/LЃЌДІРэаЇЙћКмКУЁЃ
2.5ЩњЛЏЗЈ
гУЮЂЩњЮяЕФДњаЛзїгУГ§ШЅЗЯЫЎжагаЛњЮлШОЮяЕФЗНЗЈЃЌГЦЮЊЩњЮяЛЏбЇДІРэЗЈЃЌМђГЦЩњЛЏЗЈЃЌПЩЗжбсбѕЩњЮяДІРэЗЈ?ШчUASBЕШ?КЭКУбѕЩњЮяДІРэЗЈ?ШчЛюадЮлФрЗЈЁЂНгДЅбѕЛЏЗЈЕШ?СНжжЁЃЗЯЫЎЩњЮяДІРэЗЈПЩЗжЮЊКУбѕЩњЮяДІРэЗЈКЭбсбѕЩњЮяДІРэЁЃвЛАуЗЯЫЎжагаЛњЮяХЈЖШНЯЕЭЪБЃЌБШНЯЪЪгкгУКУбѕДІРэ;бсбѕЩњЮяДІРэдђжївЊгУгкДІРэИпХЈЖШЕФгаЛњЗЯЫЎЁЃЖјКУбѕДІРэЗЈгЩгкДІРэаЇТЪИпЃЌаЇЙћКУЃЌЪЙгУЙуЗКЃЌЪЧЩњЮяДІРэЗЈЕФжївЊЗНЗЈЁЃЖдгкЕчЖЦгаЛњЗЯЫЎетжжФбНЕНтЕФгаЛњЗЯЫЎЃЌЭЈГЃЕФЩњЛЏЙЄвеЪЧбсбѕКЭКУбѕЕФСЊКЯЙЄвеЁЃЭЈЙ§бсбѕДІРэЃЌдкШЅГ§ЗЯЫЎВПЗжгаЛњЮяЕФЭЌЪБЃЌЬсИпЗЯЫЎЕФПЩЩњЛЏадЃЌЮЊКѓајКУбѕГЙЕзШЅГ§гаЛњЮяДДдьЬѕМў[27]ЁЃФПЧАгаЙиЩњЛЏЗЈдкЕчЖЦЗЯЫЎДІРэжаЕФгІгУЕФЮФЯзБШНЯЩйЃЌгЩгкЕчЖЦЗЯЫЎЕФИпбЮКЌСПЁЂжиН№ЪєЖОКІЕШЬиадЃЌЖдЩњЛЏгазХЗЧГЃживЊЕФгАЯьЁЃ
РЕШеРЄ[27]ЕШШЫЭЈЙ§ЯЕЭГЕиЪдбщЕУГіНсТлЃЌЖдгкЕчЖЦгаЛњЗЯЫЎЃЌВЩгУЩњЛЏЙЄвеЕФзюМбВЮЪ§дђЪЧ:бсбѕЭЃСєЪБМф9 hЃЌКУбѕЭЃСєЪБМф8 hЁЃбсбѕ-КУбѕСЊКЯЙЄвеЕФCODШЅГ§ТЪЮЊ75. 08%ЁЃЮФЯз[37]ЖдЙуЖЋФГвЛЭтзЪЦѓвЕЙВХфЬз3ЬѕЕчЖЦЩњВњЯпЃЌШеХХЗХ253m3ЕчЖЦЗЯЫЎЃЌвЊЧѓЗЯЫЎОДІРэКѓЦфжаЕФ95%ЫЎСПМД240m3ЃЌзїЕчЖЦЩњВњЯпЧхЯДЫЎЛигУЃЌНідЪаэ5%ЕФЫЎСПОЮяЛЏГЃЙцДІРэКЭЩњЛЏЩюЖШДІРэКѓЯђЭтЛЗОГДяБъХХЗХетвЛЧщПіНјааЗжЮіЃЌЗЂЯждкЛигУвЊЧѓИпЕФЪБКђЃЌЗЯЫЎжаЕФгаЛњЮяХЈЖШМБОчЩЯЩ§ЃЌДЫЪБЖдЕчЖЦЗЯЫЎЕФДІРэВЛФмМђЕЅЕиШЯЮЊЩњЛЏЕЅдЊВЛЪЪКЯгІгУЃЌЩшМЦЧАгІзаЯИЩИбЁЮлШОвђзгЃЌдкЯЕЭГПЩФмДцдкГфзугаЛњЮлШОЮяЧАЬсЯТЃЌдіЩшЩњЛЏЕЅдЊНјааЩюЖШДІРэЪЧБиаыЕФЃЌПЩЕУЕНРэЯыЕФГіЫЎаЇЙћЁЃ
ДЫЭтЃЌгЩгкЕчЖЦзлКЯЗЯЫЎжаЮлШОЮяжжРрЗБЖрЃЌЕЅвЛЕФДІРэЗНЗЈВЂВЛФмДяЕННЯИпЕФвЊЧѓЁЃНјЖјЃЌГіЯжСЫЖржжзщКЯЙЄвеШчЛьФ§-ЩњЛЏЁЂЮЂЕчНт-ЩњЛЏЁЂЮЂЕчНт-КУбѕЁЂЮЂЕчНт-FentonЪдМСЁЂFenton-ЛюадЬПСЊгУЗЈЁЂFentonбѕЛЏЗЈ-ЩњЮяЗЈЁЂFentonбѕЛЏЗЈ-ЛьФ§ЗЈЕШЁЃНЊУљ[38]еыЖдЕчЖЦзлКЯЗЯЫЎЗЂЯжЛьФ§ЖдзлКЯЗЯЫЎжагаЛњЮяШЅГ§ТЪВЛИпЃЌЖјЮЂЕчНт-ЩњЛЏЗЈФмгааЇНЕЕЭCODЁЃШЗЖЈСЫЬњЬПЬхЛ§БШЮЊ1ЁУ2ЃЌНјЫЎpH=2ЃЌЬњЫЎЬхЛ§БШЮЊ1ЁУ3ЃЌЮЂЕчНтЗДгІ20minЃЌГіЫЎОЙ§КУбѕЦиЦјЗДгІ6 hКѓЃЌCODНЕжС40. 3mg/LЃЌПЩвдДяБъХХЗХЁЃЖдЗДЩјЭИХЈЫѕЫЎПЩвдЪЙгУFenton-ЛюадЬПСЊгУЗЈзюМбЙЄвеЬѕМўЮЊГѕЪМpH=3ЃЌH2O2ЭЖМгСПЮЊ4. 5mL/LЃЌH2O2гыFeSO4ЮяжЪЕФСПБШЮЊ1.1ЁУ1ЃЌЗДгІ2 hЃЌЛюадЬПЭЖМгСПЮЊ50 g/LЃЌЮќИНЪБМф30minЃЌГіЫЎCODПЩНЕжС100mg/LвдЯТЁЃРЕШеРЄЕШ[27]ШЫЭЈЙ§ЯЕЭГЕиЪдбщЕУГіНсТлЃЌЖдгкЕчЖЦгаЛњЗЯЫЎЃЌВЩгУбсбѕ-КУбѕСЊКЯЙЄвеЕФCODШЅГ§ТЪЮЊ75. 08%ЃЌЖјВЩгУЮЂЕчНт-КУбѕЕФСЊКЯДІРэЙЄвеCODШЅГ§ТЪдђПЩЕНДя89%ЁЃСѕЪРЕТЕШ[26]ШЫЖдзлКЯЕчЖЦЗЯЫЎВЩгУЮЂЕчНтКЭFentonЪдМССЊКЯдЄДІРэЃЌКѓНгГЃЙцЕФЛЏбЇДІРэЙЄвеЃЌЪдбщБэУї:ЦфЫћВЮЪ§ВЛБфЃЌЕБНјЫЎЕФpHжЕдк1.5~3жЎМфЪБЃЌCODЕФШЅГ§ТЪПЩДяЕН85%вдЩЯЃЌжиН№ЪєШЅГ§аЇЙћСМКУЁЃГЬУЗЗлЁЂеХаЁСњ[39]ЕШШЫРћгУЦјИЁ—ЩњЛЏ—ЛьФ§ГСЕэЙЄвеЖдЕчЖЦЗЯЫЎжаЕФгаЛњЮлШОЮяНјааДІРэЃЌЬНЬжСЫИїЙЄвеВЮЪ§ЖдCODШЅГ§аЇЙћЕФгАЯьЁЃзюжеЕФЪЕбщНсЙћБэУї:ОИУЙЄвеДІРэКѓЕФЗЯЫЎЃЌзмCODШЅГ§ТЪ67.6%ЃЌГіЫЎCODЮЊ80mg/LЃЌДяЕНЙњМваТЕФХХЗХБъ(GB 21900-2008)ЁЃ
3·ЕчЖЦЗЯЫЎгаЛњЮяЕФжЮРэЯжзД
ЖдгкЖдЕчЖЦЗЯЫЎЕФДІРэЃЌЙњФкЭтЯрЙибаОПРњРДжиЕуЖМЪЧЗХдкжиН№ЪєЗНУцЃЌКіТдСЫЖдЦфгаЛњЮлШОЮяДІРэЕФбаОПЃЌвђДЫдкЕчЖЦЗЯЫЎгаЛњЮлШОЮяЗНУцЕФзЈУХбаОПЗЧГЃЩйЃЌДѓЖрЪ§ЪЧдкДІРэжиН№ЪєЕФЭЌЪБЃЌЫГДјШЅГ§СЫCODЃЌЕчЖЦЗЯЫЎгаЛњЮяШЅГ§баОПМИКѕДІгкПеАзЁЃВЛЙ§НќФъРДЃЌЩчЛсВЛЖЯЗЂеЙЃЌШЫУЧЖдЛЗОГЮЪЬтдНРДдНжиЪгЃЌЕчЖЦЗЯЫЎжагаЛњЮлШОЮяЕФШЅГ§вВдНРДдНв§Ц№ШЫУЧЕФЙизЂЁЃ
ЖЫиЗМЕШ[40]дкЬьШЛЩАСЃЩЯИКдиTiO2КѓЃЌДпЛЏМСаджЪЮШЖЈЃЌдкЦеЭЈзЯЭтЙтееЩфЯТЃЌФмНЕНтЕчЖЦЮлЫЎжагаЛњЮлШОЮяжСДяБъ;диЬхЩАСЃПЩвдОЭЕиШЁВФЁЂМлСЎвзЕУЁЂзЪдДЗсИЛЁЃИУЯюММЪѕгыЦфЫћДІРэЗНЗЈБШНЯЃЌФмКФЕЭЁЂВйзїМђБуЃЌММЪѕЩшБИМђЕЅЃЌдЫааЗНБуЃЌДІРэЗбгУВЛИп;ВЛЛсдйЯђЫЎжаДјШыШЮКЮгаКІЮяжЪЃЌПЩМѕЩйЖўДЮЫЎЮлШО;ЪЪгУгкЕчЖЦЦѓвЕЩњВњЃЌОМУЪЕгУЁЃАзфоЕШ[41]вдЕчЖЦЗЯЫЎЮЊДІРэЖдЯѓЃЌбаОПСЫИпЗжзгжиН№ЪєаѕФ§МСPEXЖдЗЯЫЎжажиН№ЪєРызгЁЂзЧЖШМАгаЛњЮлШОЮяЕФДІРэаЇЙћЃЌЕУГіНсТлPEXаѕФ§ЖдзЧЖШЕФШЅГ§аЇЙћНЯКУЃЌГ§зЧТЪ99%ЃЌЖдгаЛњЮяЕФШЅГ§ТЪЮЊ64%ЃЌМѕЧсСЫКѓајЗЯЫЎЩњЮяДІРэЕФгаЛњИККЩЁЃГТаёШК[42]ЕШШЫРћгУздаабажЦЕФбѕЛЏаѕФ§ИДКЯДВаТЗНЗЈДІРэСЫNi2WКЯН№ЕчЖЦгаЛњЗЯЫЎЃЌВЂЖддгаЕчЖЦЗЯЫЎДІРэЙЄвеНјааСЫЗжСїДІРэИФдьЁЃЫЎДІРэЙЄГЬдЫааНсЙћБэУї:ИУЙЄвеММЪѕОМУЪЕгУЁЂДІРэаЇЙћКУЁЂЮШЖЈадИпЃЌДІРэКѓЕФЫЎжЪЭъШЋЗћКЯХХЗХБъзМЁЃЫяКЭКЭЕШШЫ[43]ВЩгУДЙжБСї-ЫЎЦНЧБСїИДКЯШЫЙЄЪЊЕиЖдН№ЛЊЧхКўЕчЖЦГЇХХЗХЕФЕчЖЦЗЯЫЎЮВЫЎНјааЩюЖШДІРэЃЌбаОПИДКЯШЫЙЄЪЊЕиЖдЕчЖЦЗЯЫЎЕФЩюЖШОЛЛЏаЇЙћЁЃЦфЙЄГЬдЫааНсЙћБэУї:ВЩгУДЙжБСї-ЫЎЦНЧБСїИДКЯШЫЙЄЪЊЕиЖдZnЁЂCuЁЂCrЁЂMn4жжжиН№ЪєОпгаКмИпЕФШЅГ§ТЪЃЌЭЌЪБДІРэКѓЕФCODГіЫЎжЪСПХЈЖШЗћКЯЁЖЮлЫЎзлКЯХХЗХБъзМЁЗ(GB8978-1996)вЛМЖБъзМЁЃжмбЧКь[44]ЕШШЫвдПХСЃЛюадЬПЮЊДпЛЏМСВЩгУЮЂВЈЗјЩфММЪѕДІРэЕчЖЦЗЯЫЎЁЃЦфНсЙћБэУї:дквЛЖЈЙІТЪЕФЮЂВЈДІРэЯТЃЌЫцЮЂВЈДІРэЪБМфЕФбгГЄЃЌЖдЕчЖЦЗЯЫЎжаCODЁЂЧшЛЏЮявдМАжиН№ЪєЭЕФДІРэаЇЙћЯджјЁЃ
4·ЕчЖЦЗЯЫЎжагаЛњЮяДІРэЕФЧАОАеЙЭћ
ЫцзХЕчЖЦЙЄвЕЕФВЛЖЯЗЂеЙЃЌЕчЖЦвбГЩЮЊВЛПЩЛђШБЕФаавЕЃЌЕчЖЦЗЯЫЎЕФЮлШОЮЪЬтШДШеЧїбЯжиЁЃНќФъРДЃЌЕчЖЦЗЯЫЎжаЕФгаЛњЮяЮлШОЮЪЬтНќФъРДв§Ц№СЫЕчЖЦгыЛЗБЃНчЕФИпЖШжиЪгЃЌдНРДдНЖрЕФШЫвВПЊЪМСЫетЗНУцЕФбаОПЃЌЦфЧАОАЗЧГЃЙуРЋЃЌвВОпгаОЭвЛЖЈЕФЬєеНадЁЃ2008Фъ4дТ29ШегЩЙњМвЛЗБЃВПХњзМЕФЕчЖЦЮлШОЮяХХЗХБъзМ(GB21900-2008)ЃЌМКгк2008Фъ8дТ1ШеЦ№е§ЪНЪЕЪЉЁЃЕчЖЦЗЯЫЎжаЕФгаЛњЮяЮлШОЕФХХЗХБъзМгаЫљЬсЩ§ЃЌЮЊЕчЖЦЗЯЫЎжаЕФгаЛњЮяЮлШОДІРэДјРДСЫаТПЮЬтЁЂаТЬєеНЁЃВЛТлДгЭтВПЛЗОГбЙСІЛЙЪЧДгЦѓвЕФкВПЕФздЗЂдИЭћГіЗЂЃЌНјвЛВНбаОПЕчЖЦЗЯЫЎжаЕФгаЛњЮяЮлШОБиНЋГЩЮЊЧїЪЦЃЌВЂЧвЖдЕчЖЦаавЕЕФЗЂеЙОпгаЪЎЗжживЊЕФвтвхЁЃ

ЪЙгУЮЂаХ“ЩЈвЛЩЈ”ЙІФмЬэМг“ЙШЬкЛЗБЃЭј”





