


食品工业废水的膜法处理和回用技术
国特别是在中小城镇中分布着大量的食品加工企业,这些企业的现代化程度和生产规模日益提高,但是产生的废水水质恶劣,废水量不断增加,对环境危害十分严重。
食品工业包括饮料工业是耗水大户,这些耗用的水仅少部分用于食品生产本身,大部分是用于食品生产过程洗涤和清洁的,因此完全可以将这些废水加以回收利用。基本上以粮食为主要原料的发酵工业所产生的污染物主要是由于粮食未被充分利用造成的,因此,排入水环境的污染物绝大部分是具有回收价值的产品和副产品。
早在1990 年代,食品工业中就开始大规模地采用膜技术处理废水[1 ] 。用膜技术分离发酵液中菌体、浓缩产品、开发新产品、改革生产工艺、提高工艺用水的回用率,具有十分广阔的前景[2 ] 。
在积累了有关膜技术处理废水工程经验以及研究了大量文献资料的基础上,本文针对产生废水量大、污染严重的食品工业中的酒精和味精生产废水、大豆、谷物、果蔬、肉类、牛乳和饮料加工废水,以开发应用的实例为重点,讨论微孔过滤(MF) 、超滤(UF) 、纳滤(NF) 、反渗透( RO) 、电渗析( ED) 、渗透汽化(PV) 、膜生物反应器(MBR) 以及组合不同膜法的集精生产的主要工艺。采用连续发酵- PV 膜分离的组合工艺,进行燃料乙醇生产[4 ] ,大大减少了酒精废水产生的量。1988 年法国Betheniville 的甜菜糖厂运用了一套可连续生产4 种纯度乙醇,使用膜面积达2400m2 ,日处理乙醇水溶液为150 000 L 的PV 装置[5 ] 。该甜菜糖厂通过蒸馏- PV 与脱硫相结合的集成工艺处理后,乙醇的纯度和浓度以及排放的废水水质是常规工艺所无可比拟的,生产效益和环境效益都十分显著。
1.1 处理酵母废水
(1) UF 膜法。首先用离心法去除废水中90 %的悬浮物,再用卷式UF 膜组件,在一定压力和流速下,色度去除率可> 97 % ,浓缩达10 倍,膜寿命预计为5 年。采用8 英寸卷式UF 膜,总膜面积1 176m2 ,在上述操作条件下,处理废水量为200 m3/ d ,与蒸发法相比,每吨废水的处理费用节约了1516 %[6 ] 。去除酒精厂酵母分离产生的废水,即对酒精废液→离心分离→滤渣→干燥→酵母饲料生产过程中离心分离出来的滤液,用热交换器降温至65 ℃(适合UF 膜的运行温度) ,经过滤器预处理后,将清液泵入UF 膜装置处理。UF 膜法回收50 %蛋白质,其投资费用为蒸发系统的25 % ,运行费用仅为蒸发浓缩法的20 %。
(2) UF/ NF 组合膜法。采用卷式UF 组件以及复合膜卷式NF 组件,以循环浓缩方式,处理以蔗糖废糖蜜为原料、生产酒精酵母的酵母生产废水[7 ] 。工程运行结果表明,UF 对残糖和氨、氮的分离率一般在15 %~35 %。由于残糖和氨氮是酵母发酵过程中的营养成分,因此UF 透过液可被重新回用于发酵工序。NF 膜对废水的COD 去除率> 90 % ,并接近或达到废水排放标准。采用天然的、正电荷的壳聚糖絮凝剂对酵母生产废水有较好的预处理效果,脱色率>60 % ,COD 去除率约20 %。
1.2 酿酒废水
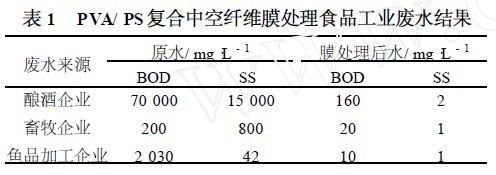
甘蔗糖厂的副产品———糖蜜生产酒精的企业排放的废水中由焦糖色素产生的COD、BOD 及色度是生物法难以去除的。用MBR 与NF 膜集成工艺处理糖蜜制酒精厂排放废水,出水的COD、色度都达到国家一级排放标准,废水回收率> 80 %[8 ] 。表1 列出了采用复合的中空纤维大孔(MF/ UF) 膜装置(最大膜面积为由55 支元件组装成的385 m2) 处理酿酒工业废水的效果。该复合膜表面涂覆了具有强亲水性和强抗蛋白质粘附性能的PVA ,因此该复合膜对于富含蛋白质的食品工业废水有很好的去除效果。经该大孔复合膜处理后,废水中的BOD、SS 的含量都远低于废水排放标准。
 |
2 味精废水
味精生产过程产生的废水中残留等电点提取后的谷氨酸发酵废液为含高浓度COD cr 、BOD5 和高浓度NH32N、SO42 - ,难以用生化法处理的废水。
(1) UF 膜法。采用截留分子量为1 万的UF 膜对味精厂排放的废水进行除菌体和大分子蛋白等成分的处理,在操作温度、运行压力、浓缩倍数等较佳操作条件时,废水中SS、CODcr 的去除率分别为99 %、30 % ,为后序的生物法减轻了处理负荷,可将回收的蛋白进行综合利用[9 ] 。用膜材料分别为聚砜( PS) 、聚丙烯腈(PAN) 的UF 处理后,COD 降低34 % ,味精废水中菌体去除率达99 % ,浓缩倍数达5 倍[10 ] 。用稀HCl 水溶液反压清洗可恢复膜的水通量。PAN 膜由于亲水性好,对菌体吸附性小,因而水通量高于PS膜。
谷氨酸发酵废水经甲壳素和碱式氯化铝混合絮凝、低速离心机分离后,上清液进入UF 系统处理。经UF 膜处理后,透过液中COD、BOD 去除率都>96 %[11 ] 。经混凝2离心2UF 的组合工艺处理的谷氨酸废水,接近或达到国家水污染物综合排放标准的二级排放标准。
(2) ED 膜法。L2谷氨酸( L 2GA) 浓度为01001~0102 mol/ L 的水溶液,经ED 处理后,淡室、浓室中的L 2GA 浓度分别为5 ×10 - 5 mol/ L 、0105 mol/ L ,淡室的水可以排放或回用,浓室回收了L 2GA[12 ] 。
(3)MBR 法。用聚乙烯( PE) 中空纤维型MBR法处理味精废水,效果显著。在容积为6189 m3 的玻璃钢槽内,放置6 支横置式<2 000 ×L 3 000 mm 中空纤维膜组件,24 h 连续曝气运行,废水中的BOD、SS、总氮,从1 900~5 500 mg/ L 、467~2 800 mg/ L 、68~410 mg/ L 下降到1~511 mg/ L 、1 mg/ L 以下、018~2918 mg/ L[13 ] 。
3 大豆乳清废水
大豆分离蛋白(SPI) 经酸沉后产生的乳清废水,通过絮凝离心处理,可以去除乳清中65 %左右的脂肪、90 %左右的悬浮固体。在絮凝离心处理后的乳清废水进入MF 膜装置,在蛋白质损失只有10 %左右的情况下,脂肪去除率高达90 %以上,悬浮固体可被全部去除[14 ] 。
3.1 回收蛋白、低聚糖
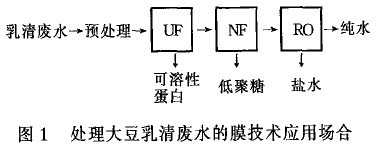
(1) UF/ (NF) RO 组合膜法。根据回收废水的成分及回用水的要求,如图1 所示[15 ] ,在合适的膜过程,可以回收到不同的高价值产品,如可溶性蛋白、低聚糖和纯水。由于乳清蛋白分子量为2 000~20 000u、大豆低聚糖分子量为300~700 u ,因此采用UF 膜和NF 膜技术,可以将这2 种物质分离。研究表明,用UF 膜可回收乳清废水中几乎所有的蛋白质; 用NF 膜浓缩UF 透过液,对大豆低聚糖中功能性成分水苏糖和棉子糖的回收率超过90 %。UF 浓缩液经双效蒸发浓缩和喷雾干燥即可得到成品乳清蛋白粉。大豆乳清废水经过粗过滤、脱色除盐后,用PS的UF膜去除废水中的杂蛋白,再用NF 或RO 浓缩提取低聚糖[16 ] 。结果表明,UF 有效地脱除了乳清废水中的蛋白;选用的NF 膜和RO 膜都能把乳清液中的低聚糖100 %回收,低聚糖的浓度从起始的1 %提高到12 %。
 |
用卷式PS 的UF 膜、卷式聚酰胺( PA) 复合的RO 膜处理大豆蛋白废水的研究表明, UF 膜对乳清废水中蛋白回收率为90 %~99 % ,RO 膜浓缩回收废水中低聚糖[17 ] 。将大豆加工废水进行调pH 值、离心、预过滤、微滤和调温等预处理;然后将预处理后的大豆加工废水在一定压力下通过UF 膜系统,以提取大豆乳清蛋白;再将UF 膜透过液送入NF 膜系统,以提取大豆低聚糖并将其进行脱色处理;最后对NF膜透过液进行后处理以得到可回用于生产的水或符合排放标准的水[18 ] 。
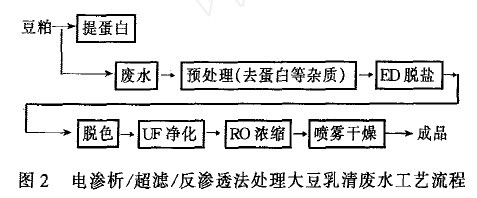
(2) ED/ UF/ RO 组合膜法。大豆加工废水先用板框过滤机初滤,滤液泵入UF 膜装置,脱除蛋白等杂质后,得到干物质约3 %浓度的浓缩液,然后泵入RO 膜装置浓缩成含干物质约15 %的浓糖浆,再经ED 脱盐、减压浓缩成含干物质约50 %的浆状低聚糖产品,最后经喷雾干燥得到低聚糖粉[19 ] 。为了减少乳清废水中无机盐对NF 特别是RO
过程的影响,经预处理的乳清废水先进行ED 法除盐,然后UF 法提取可溶性蛋白,RO 法浓缩低聚糖,工艺流程见图2 。
 |
3.2 去除污染物
采用聚四氟乙烯( PTFE) 膜组装成一体化MBR处理大豆加工废水,结果见表2 。MBR 对COD、BOD的去除率均在90 %以上,效果显著。
 |
4 谷物加工废水
4.1 米糠水中米糠脂多糖的提取
通过以下工艺可以从米糠水中制取植物脂多糖(L PS) [20 ] :米糠水提取→等电点分离蛋白→UF 净化→NF 脱盐浓缩→有机溶剂分步沉淀→L PS 粗品→色谱分离→冷冻干燥→L PS 成品。用聚偏氟乙烯(PVDF) 中空纤维膜UF 净化经等电点分离蛋白后的米糠L PS 提取液。UF 后的米糠L PS 提取液清澈透明,大分子蛋白和多糖杂质截留率分别为8515 %、8916 % ,透过液中L PS、盐分含量几乎与UF 前提取液中的浓度相当,即分别为9157μg/L 、1127 %。然后用管式PA 膜NF 处理UF 透过液。NF 浓缩8 倍时,浓缩液中L PS 的浓度增加了近7倍,无机盐去除率8714 % ,NF 透过水中无L PS 检出。
4.2 玉米加工废水
在厌氧上流式污泥床2换热器2MBR 工艺处理玉米加工废水中,采用聚醚砜( PES) 为膜材料的MBR装置总膜面积为688 m2 ,处理废水量为500 m3/ d。MBR 装置的废水、出水的COD 浓度分别为15 ,000mg/ L 、400 mg/ L ,COD 的去除率达97 %[21 ] 。
5 果蔬加工废水
5.1 水果加工废水
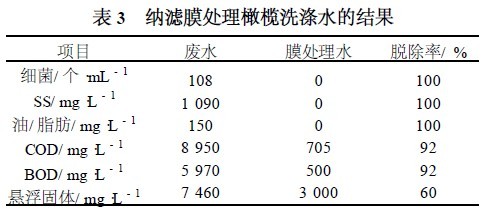
在果蔬加工物料的过滤操作过程中,果蔬汁中的胶体、蛋白质等在过滤器材的微孔过滤介质上形成动力膜。糖蜜、菠萝蜜等都是动态膜的材料。在多孔陶瓷管上动力形成的蔗糖糖蜜膜与甜菜糖蜜膜相比,膜结构更致密,孔径更均一。在012 MPa 压力、4 m/ s错流流速和60 ℃运行温度下,处理浓度为50 %糖蜜料液时,动态膜的渗透通量比高分子膜大4 倍,为20L/ (m2·h) ,对有色料液的截留率,动态膜比高分子膜小20 %~40 % ,高分子膜的截留率为80 %。由此可见,动态膜在处理果蔬加工废水中有着特殊的作用。用膜法处理橄榄洗涤水可以克服生物曝气池处理存在占地费用高、处理效果不好等问题[22 ] 。橄榄洗涤废水经200 目筛网过滤,再用100 个具有宽流道
结构的NF 膜元件,在高的料液流量和错流流速下运行,处理结果见表3 。膜技术代替传统的沉降池处理方法能高效回收浸泡橄榄后的盐水[23 ] 。
 |
5.2 蔬菜加工废水花菜漂洗水中的芳香化合物可以通过PV 膜分离方法加以回收[24 ] 。使用优先透有机物的聚醚酰胺(PEA) 膜和聚二甲基硅氧烷( PDMS) 膜,能够提取花菜漂洗水中的硫化物(二甲基二硫化物、二甲基三硫化物、S2甲基硫代丁酸盐) 。用膜法回收土豆废水中的有价值成分,有很高的经济效益。
6 肉类加工废水
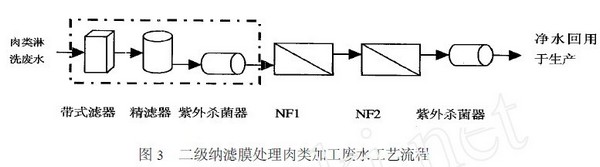
肉类淋洗废水经预处理、NF 膜除硬度、紫外杀菌后,回用于食品加工用水[25 ] ,工艺流程见图3 。经该工艺处理后的肉类淋洗废水,其电导率、TOC、浊度分别下降到13 ~196μs/ cm、115 ~4 mg/ L 、0114 ~0132NTU ,无机离子和微生物浓度等都达到饮用水水质指标。
 |
香肠淋洗水的废水通过50μm 过滤→3μm 过滤→UV 杀菌→二级NF 膜处理后,一级和二级NF 对前三项污染物的脱除率( %) 分别为9516 、5511 ,9012 、9111 ,6017 、6518 ,水质接近于饮用水指标,可以回用到生产[26 ] 。
7 牛乳加工废水
牛乳废水中含有蛋白质和有毒重金属离子,对牛乳加工废水采用NF 膜回收蛋白质、RO 膜法去除重金属离子的艺处理[27 ] 。经低压NF 膜处理后,废水中的COD、电导率的去除率均达到98 % ,Cr 、Pb、Ni 、Cd 等有毒重金属的去除率均达到100 %; 二级RO 膜法对COD、电导率和悬浮固体的去除率均在99 %以上,再生的牛乳加工废水完全可以回用。干酪生产中的乳清废水经沉淀处理除去微细物后,UF 浓缩提取乳清蛋白。根据UF 工艺的不同条件,浓缩物中每克固体含乳清蛋白为35 %、60 %、80 %不等。加水稀释、循环运行UF 浓缩物,可以进一步去除乳糖和盐,获得高纯度、高含量的乳清蛋白。
9 饮料加工废水
饮料工业完全是一个“水工业”,耗水量大,废水排放量大,但回收利用潜力也很大。近几年全球许多地方掀起“太空水”、“纯净水”风暴,新鲜水用量与废水排放量同步增长。就整个食品饮料工业而言,产品制造用水的净化处理、原料和器具清洗以及生产场所冲洗等排放的废水,都可以用膜法工艺处理回用。砂糖精制工厂排水经NaClO 处理、炭柱脱色、RO 膜脱盐,再生废水回用是经济的[28 ] 。
10 废水中有机物的去除
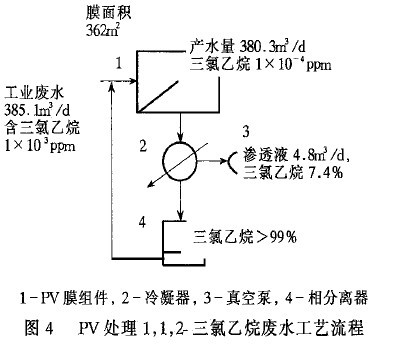
正如前述,处理食品工业废水中的微量有机物,例如醇、酸、酯、酚和氯化烃等,用生物法因其浓度较高和不稳定性,难以分解完全;用吸附、蒸馏、萃取等方法费用昂贵。1980 年后期,美国MTR 公司开发了硅橡胶为活性层的PV 复合膜卷式组件和Per Vap系统装置,建立了PV 法处理三氯乙烷工业废水的示范工程[5 ] ,其工艺流程见图4 。
 |
11 结束语
食品工业的废水可以通过膜技术处理,废水净化回用,高价值物质回收利用,经济效益和环境效益显著。
已建成运行的食品废水处理工程表明,组合不同膜技术的膜集成工艺处理食品工业废水,具有高效、节能的优点。由于食品产品的生产工艺的特殊性、产品的创新性,因此,废水处理具有一定的难度。加大新型分离膜及其废水工艺的开发,注重新型膜集成工艺的应用,食品工业废水处理及其资源化将会有良好的发展前景。
参考文献
1 Dave Enegess , Envirogen Inc1 Membrane Separation Appli2cations to Biosystems for Wastewater Treatment [J ]1 Filtra2tion + Separation , 2003 , 40 (1) : 14~17
2 尤\ 新,李红兵1 发酵工业面临的问题与采用膜分离技术的前景[J ]1 膜科学与技术,1997 ,17 (4) :8~13
3 蔡邦肖1 工业废水处理中的膜集成技术及其应用工程[J ]1 工业用水与废水,2004 , (增刊) :8~16
4 Dennis J O’Brien , Lorie H Roth , Andrew J McAloon1Ethanol production by continuous fermentation - pervapora2tion : a preliminary economic analysis [J ]1 Journal of Mem2brane Science , 2000 ,166 :105~111
5 蔡邦肖,张金锋1 有机物(水) 混合物分离的国外膜工业现状[J ]1 水处理技术,2005 ,31 (3) :1~6
6 张志诚,黄夫照,朱柏华,等编1 超滤技术的发展[M] ,北京:海洋出版社,19931171~172
7 韩式荆,李书申,吴开芬,等1 超滤法分离味精废水中的菌体[J ]1 环境化学,1989 ,8 (6) :35~40
8 郑宗坤,高孔荣1 超滤净化谷氨酸发酵废水的研究[J ]1 工业水处理,1997 ,17 (3) :24~27
9 高以火亘,姚仕仲,李淑秀,等1 UF、NF 处理酵母废水可行性研究[J ]1 水处理技术,1997 ,23 ( !) :12~18
10 潘巧明,楼永通,陈小良,等1 膜法处理废糖蜜制酒精废水的初探[J ]1 水处理技术,2000 ,26 (6) :340~342
11 王焕章,赵 亮1 膜分离技术在味精行业废水治理中的应用[J ]1 膜科学与技术,2000 ,20 (4) :62~64
12 凌开成,赵瑞华,张永奇,等1 电渗析处理L - 谷氨酸废水[J ]1 膜科学与技术,2002 ,22 (4) :30~34
13 须山晃延, 山本信二, 田中俊博1 食品工场废水の膜分离处理[J ]1 用水と废水,1999 ,41 (5) :47~52
14 刘国庆,罗 敏,龙国萍,等1 大豆乳清的预处理[J ]1 膜科学与技术,2003 ,23 (5) :42~45
15 袁其朋,马润宇1 膜分离技术处理大豆乳清废水[J ]1 水处理技术,2001 ,27 (3) :161~163
16 李 耕,吴大宇,戴志河1 膜技术在浓缩天然大豆低聚糖中的应用[J ]1 膜科学与技术,2002 ,22 (1) :29~31
17 储力前,付永彬1 膜分离技术在大豆蛋白废水处理中的应用研究[J ]1 给水排水,2000 ,26 (5) :36~38
18 王占生,罗 敏1 利用膜分离处理大豆加工废水的方法[ P]1 中国专利申请号:0114194311 ,申请日2001109125
19 曲永洵,杨帆,朱先龙,等1 膜分离法提取大豆低聚糖的生产工艺[ P ] 1 中国专利申请号: 9510343312 , 申请日1995104124
20 陈正行1 膜分离技术提取米糠脂多糖的研究[J ]1 水处理技术,2000 ,26 (6) :333~335
21 Ross W R ,Barnard J P ,Strohwald N K H , et al1 Practicalapplication of the ADUF process to the full — scale treat2ment of a maize2processing effluent [ J ] 1 Water ScienceTechnology , 1992 , 25 (10) :27~39
22 http :/ / www1osmonics1com/ products/ Page2231htm
23 Kamm R1 Evaluating new business opportunities from foodwastes[J ]1 Food Technology , 1977 (7) : 36
24 Souchon I , Pierre F X , Athes2Dutour V , et al1 Pervapora2tion as a deodorization process applied to food industry efflu2ents : recovery and valorization of aroma compounds fromcauliflower blanching water [J ]1 Desalination , 2002 , 148 :79~85
25 Mavrov V , Chmiel H , Belieres E1 Spent process water de2salination and organic removal by membranes for water reusein the food industry[J ]1 Desalination , 2001 , 138 : 65~74
26 Fahnrich A , Mavrov V , Chmiel H1 Membrane process forwater reuse in the food industry [ J ] 1 Desalination , 1998 ,119 : 213~216
27 Koyuncu I , Turan M1 Water Science and Technology ,2000 , 41 (1) : 213~221

使用微信“扫一扫”功能添加“谷腾环保网”





