


略论回转窑焚烧危废的应用
一、前言
要实现垃圾无害化、减量化、资源化的目的,焚烧是一种比较可靠和有效的手段。具有现代意义的垃圾焚烧炉,至今已有七十多年历史,据统计目前世界各地应用的炉型已达200多 种,其中,最具有代表性的有炉排炉、流化床、传统回转窑式焚烧炉等。由于我们的焚烧对象是“垃圾”,而垃圾的热值、比重、形态、水分、燃点、数量等多种物 化性的不确定因素,无论在时间、空间上、它的不确定性贯穿于整个焚烧过程。因此,对于焚烧垃圾决不能以“一炉统天下”,而要具体分析条件,判断过程,决策 选用炉型是非常重要的。
作为危险废物这个特定的领域,回转窑焚烧炉应对复杂的工业垃圾、医疗垃圾具有适应性广,运行稳定可靠,管理操作方便,设备维修简单等多方面优点,因此在国际危废焚烧领域应用最广。下列一览表列出了美国各种危险废物焚烧应用比例(LaGrega、BucKingham、Evans著 “Hazardous Waste Management”)。
|
美国危险各种废物焚烧应用比例
|
而我国国家环境保护总局于2001年12月20日印发的:关于“危险废物污染防治技术政策”的通知总则“7.3条 例”,“危险废物的焚烧宜采用以回转窑炉为基础的焚烧技术,可根据危险废物种类和特征,选用其他不同炉型,鼓励改造并采用生产水泥的旋转窑炉附烧或专烧危 险废物”。而我国近年的危废焚烧建设市场已越趋成熟。大势已在向采用不同组合的回转窑焚烧炉型靠拢。但具体应用上的改进,尚有很大的技术发展空间。
二、 回转窑焚烧一般机理和三种焚烧方法
三种热工流程的解析
2—1、回转窑焚烧的一般机理:
回转式焚烧窑炉体为采用耐火砖或水冷壁炉墙的圆柱形滚筒。它是通过炉体整体转动,使垃圾均匀混合并沿倾角度向倾斜端翻腾状态移动。为达到垃圾完全焚烧,一 般设有二燃室。其独特的结构使几种传热形式中完成垃圾干燥、挥发分析出、垃圾着火直至燃尽的过程,并在二燃室内实现完全焚烧。回转窑式焚烧炉对焚烧物变化 适应性强,特别对于含较高水分的特种垃圾均能实行燃烧。
2—2、回转窑焚烧的三种焚烧方法:
即灰渣式焚烧;熔渣式焚烧;热解式焚烧。
2—2—1、回转窑灰渣式焚烧:
灰渣式焚烧炉,回转窑温度控制在800 OC — 900 OC,危险废物通过氧化熔烧达到销毁,回转窑窑尾排出的主要是灰渣,冷却后灰渣松散性较好,由于炉膛温度不高,危险废物对回转窑耐火材料的高温侵蚀性和氧化性不强,为此,耐火材料的使用寿命相对比较长,内炉体“挂壁”现象也不严重。
2—2—2、回转窑熔渣式焚烧:
熔渣式回转窑焚烧炉主要是处理一些单一的、毒性较强危险废物,温度一般在1500 OC以上,目的是提高销毁率。由于处理对象各不相同,成分复杂,一些危险废物熔点在1300 OC — 1400 OC以上,因此该类型焚烧炉温度控制较难,对操作要求较高。由于熔渣式回转窑焚烧炉炉膛温度较高,辅助燃料耗量增大,带来的最直接的后果是回转窑耐火材料、保温材料燃料消耗、机械损耗及操作难度均较高。
2—2—3、回转窑热解式焚烧:
热解式回转窑焚烧窑内温度控制在700 OC — 800 OC, 由于危险废物在回转窑内热解气化产生可燃气体进入二燃室燃烧,可以大大降低耗油量,另外由于温度低,热损失少,烟气量是三种处理工艺为最低,随之装机容量 降低,运行成本大大降低,但是其缺点是灰渣残留量高,灰渣焚烧不彻底,目前某些关键技术,已有突破,此种焚烧方法代表了回转窑焚烧危废技术发展方向,尤其 是对资源节约性社会来讲,这一点尤为重要。
对于任何一种焚烧设备,要实现合理焚烧必须是“进料有序、燃烧完全、出渣通顺”,其核心问题是:
1、风量的大小、方向和速度;
2、区段风量中含氧量的控制;
3、区段风量压力的控制;
4、窑内各区段温度的控制。
而要实现这些核心技术,正确确定热工流程是关键。
2—3、回转窑焚烧三种热工流程简析:
上 述三种焚烧方法,靠一般的热工“顺流”(即气流与物料运行同方向)或“逆流”(即气流与物料运行向反方向)予以实现是困难的,因为这是常规的回转窑热工流 程。它适用于建材行业,冶金行业,化工行业等常规行业,而对于焚烧垃圾的这个特性多变的领域,我们既要遵循它的共性,又要研究适应它的特性,那么它的特性 是什么?
1、其它行业进窑的物料,无论它的物化成分和数量都是定量可控的(即都是原料),而垃圾进窑物料由于它存在褚多的不确定性,进窑物料具有“模糊性”(即为废料)它是无法精细可控的,焚烧窑应能适应焚烧对象的“模糊性”, 应有较大的包容性。
2、为了防止二次污染,切忌污染转移,垃圾焚烧是包括焚烧中产生烟气中的有害成分的焚烧,所以它需具有双重焚烧功能。而其烟气的焚烧温度国家有规定,焚烧生活垃圾、医疗垃圾的烟气温度,要求在850 OC的工况下停留2秒,而危废焚烧后的烟气温度要求在1150 OC停留2秒。
3、关于焚烧后的渣料,其它行业焚烧后的是成品,而垃圾焚烧后的是无用渣料,而燃尽后的渣料残碳灼减率不能大于5%。
因此,针对上述三种焚烧方法以简单“顺流”“逆流”的热工流程是难以满足焚烧垃圾的特定条件的原因是:
①、无论“顺流”“逆流”它只能对窑内的垃圾而言,对于烟气的二次燃烧得不到兼顾,势必得另加热源。这就大大增加了不必要的成本。所以对于其它行业是可以满足的,但对特定垃圾焚烧显然是不合适的。
②、 以上常规内三种焚烧方法,如以熔渣型或灰渣型,虽然也能焚烧,除了热耗增加以外,还有设备操作维修上的问题,由于垃圾熔点不一,上述流程国内不少实例已显 见弊病,窑内结圈严重,短时间内就会出现“进不去、烧不透、出不来”最后导致瘫痪,再如以第三种单纯“热解式”虽然上述的问题不会出现,但焚烧垃圾烧不 透,满足不了国家小于5%残 碳灼减率,显然满足不了实现彻底焚烧的目的。针对上述问题,原始的“熔渣”“灰渣”型是难以满足的,但对于热解型应针对其弊予以细化完善。首先是热工流 程。既不能简单“顺流”也不能简单的“逆流”既要实现窑内热解,又要焚透烧尽,具有不确定因素垃圾需要采用“热工复合流程”其含义是风流与物流,原则上是 逆流但对窑内的予热、干化、热解区段是靠二燃炉高温热源的辐射热来实现的,所以进料端要严格控制,只能进少量低氧风,一般仅靠进料端的漏风即可,详见如下 配置。
(三)回转窑焚烧危废三种组合匹配分析与比较
回转窑的一般优点,已被业内公认,但烧不透、烧不尽的缺点也被行内越举且止,如何保持发扬优点,改进克服缺点,这是我们应该做的一件事。回转窑焚烧危废国外传统模式是在回转窑的出料端加一竖向二燃室,其底部为一单纯卸料机构,为燃尽残渣,近10年在国际国内大致出现三种组合匹配模式即:
A、回转窑出料端将二燃底部加一小型炉排;
B、回转窑出料端将二燃底部加一小型流化床;
C、回转窑出料端将二燃底部加一回转炉蓖子。
分别简述如下:
3—1、回转窑出料端将二燃底部加一小型炉排:
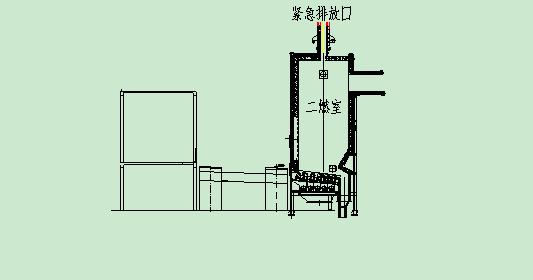 |
此工艺流程是垃圾从进料斗进料喂入回转窑,经热解焚烧方法,热解后的垃圾徐徐进入二燃室下部的炉排,将未燃尽部分继续燃尽,此工艺在炉排底供风及进料端微弱 进风,由总引风机抽风,使窑内呈欠氧负压,热工流程呈基本逆流,在回转窑内靠辐射热,燃烧部分低燃点物料,应该说热工流程是合理的,可以达到焚尽烧透目 的。此工艺也是目前国内外业内常采用一种组合匹配,但其缺点是由回转窑翻滚物料进入炉排,由于危废的燃点及物化性质不同,未燃尽的垃圾进入炉排时,其块度 大小是不可控的,因回转窑卸料是定点集中堆积的。而炉排的推进只是一个方向又未具破碎功能,所以大块渣料常在出口拱料,也就是垃圾进得去在炉排上也可以 烧,但不均匀,出料受阻,造成操作困难,严重影响连续正常运转。
3—2、回转窑出料端将二燃底部加一小型流化床:
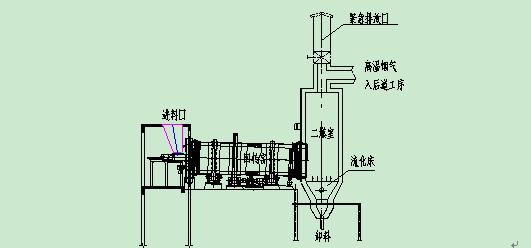 |
流程基本同上,但此种组合匹配存在问题是:
① 出 料端配循环流化床,目的是要回转窑烧不透的部分在流化床完成最后燃尽,但流化床要使床料载体带动物料流化,它对进床物料的块度要求小而均匀,切忌大块集 中,否则沸腾、流化失灵。而回转窑所供的物料其大小及瞬时进料量是难以控制的,所以企图以流化达到高效的热交换的优点达到燃尽残渣的目的是难以实现的。
② 流化床底部进的是高压风(否则物料不能沸腾)炉内呈正压状,而回转窑热解窑内应呈负30~50Pa,在窑炉呈一腔的工况下,风压匹配相互矛盾,不能实行正常热工工艺流程。
③ 循环流化床的卸料口较小,由于回转窑卸入流化床的渣块度大小是不可控的,因此卸口堵塞是经常发生。
综上三方面存在的问题,由回转窑组合匹配循环流化床,无论从热工流程,燃尽烧透、畅通卸料均存在严重问题,目前国内无成功先例。
3—3、回转窑出料端在二燃底部加塔式回转炉蓖:
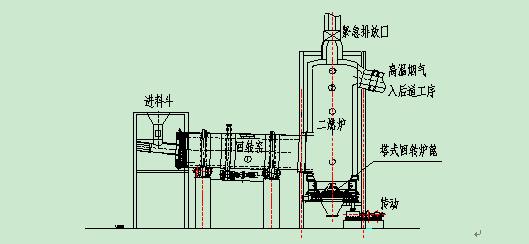 |
塔式回转炉蓖在焚烧行业是一个成熟装备,回转窑出料端在二燃底部加塔式回转炉蓖将原二燃室演变为二燃炉,焚烧工艺为热解型回转窑即在回转窑部分为四段:a、予热 b、欠氧干化c、热解 d、后1/4筒体部分焚烧,在回转塔蓖上将部分残渣靠富氧燃尽,其热工流程为逆流+辐射。配置塔式回转炉蓖具备了四个功能即:
①、蓖下配底风具有焚尽渣料残碳的功能;
②、由于底风为常温风,有冷却渣料的功能;
③、回转塔蓖四周卸料偏心动颚与静颚,具有破碎渣料的功能;
④、回转塔蓖下部可控集料斗具有储料锁风功能。
3—4、结 论:
通过对以上三种焚烧方法;三种热工流程和三种窑炉组合匹配的解析,得出以下三条结论:
①、回转窑焚烧危废以热解法为宜;
②、要实现热解法,热工流程是在窑内热解部分的热源依靠辐射,残渣燃尽采取富氧逆流;简而言之:热工流程为“逆流+辐射”
③、要符合热解法和“逆流+辐 射”的热工流程,应以回转窑加二燃室底设置塔式回转炉蓖的窑炉组合匹配,使焚烧系统完成一个复合架构。在上述装备的前提下,再以一次风、二次风、三次风的 风量、风压及温度和氧量设定、控制、调节,适应复杂多变的垃圾实现科学焚烧,同时使残渣破碎,余热回流,使上述工艺过程具有可操作性,构成一个较为完善的 系统工程,此种匹配以下简称“回转组合窑”。
(四)回转窑焚烧危废的应用简述
通过以上论述回转窑焚烧危废的三种焚烧方法;三种热工流程和三种窑炉组合匹配的分析比较,以下对回转窑组合匹配塔式回转炉蓖的焚烧系统作一系统简介:
4—1、回转窑组合焚烧窑基本原理及关键技术提要
回 转式焚烧窑是国际工业废物处理领域广泛应用的焚烧设备,在工业废物焚烧领域的市场占有率较高,也是我国科技部和国家环保总局所发布的国家工业废物处理技术 政策中推荐的焚烧炉炉型。它可同时处理固体和液体废物,固体废物由专用输送设备送入回转窑,液体废物通过高效雾化设备喷入窑体进料端,废物在回转窑内完成 水分蒸发、挥发份析出、着火及燃烧的过程,灰渣部分由二燃室底部排出,所产生的烟气进入二燃室,在二燃室内与二次燃烧空气混合,达到烟气完全燃烧,实现尾 气安全达标排放。回转窑焚烧炉的特点是适应性广、操作维护简便、使用寿命长。
回 转组合窑焚烧危险废物,是在传统回转窑焚烧炉的基础上,将未燃尽残渣与有害烟气由其组合匹配塔式回转炉蓖的立式炉来完成焚烧(炉腔上部为二燃室)。在强化 换热和燃烧方面取得良好成效,该系统还可在回转窑内增设链条组,以克服了传统回转窑内烟气与废物接触不充分导致废物换热及燃烧效果欠佳的缺点,同时该系统 还具有防止炉内结渣的功能;该系统二燃室下部设有旋转炉蓖,该炉蓖下部可鼓入燃烧用空气,对进入二燃炉的灰渣进行充分燃烧,这样与回转窑进料端进入的少量 一次燃烧空气、二燃室切向鼓入的二次燃烧空气及炉底的三次风组成了回转组合式焚烧炉的三次空气燃烧系统,提高了系统的焚烧热效率;同时旋转炉蓖下部鼓入的 常温空气兼有冷却渣料的功能,可以实行干式冷态出渣,避免了湿法出渣所带来的水处理问题;旋转炉蓖偏心设置,其运行轨迹为旋转动态椭圆形,因此具有粉碎渣 料及自动出渣的综合功能。
本焚烧炉的特点归纳如下:
①本设备可同时焚烧固体废物、液体、气体、对焚烧物适应性强;
②焚烧物料翻腾前进,三种传热方式并存一炉,热利用率较高;
③耐火材料寿命长而且更换炉衬方便,费用低;
④传动机理简单,传动机构均在窑外壳,设备运转安全,维修简单;
⑤对焚烧物形状、含水率要求不高;
⑥回转窑内较长的停留时间和700℃的高温,使危险废物全面热解,部分低燃点垃圾基本燃尽;二燃炉强烈的气体混合使得烟气中未完成燃烧物完全燃烧达到有害成分分解所需的高温(1150℃),高温区烟气停留为2秒;不但使垃圾焚尽烧透,还从源头有效地分解了二恶英;
⑦良好的密封措施和炉膛负压,保证有害气体不外泄;
⑧设备运转率高,年运转率一般可达90%以上,操作维修方便;
⑨回转窑内增设强化换热及防止结渣装置,在提高焚烧率的同时扩大了焚烧炉对废物的适应性;
⑩ 将传统二燃室演变为二燃炉,提高了灰渣的燃尽率,提高了回转窑的焚烧效率,同时具有常温出渣、渣料破碎、密封锁风等综合功能。本设备成熟可靠,可完全国产化,并已有丰富的制造经验。
4—2、回转组合窑的创新要点
1、回转窑内设链条组:
链条组对回转内的废物进行搅拌接触,加强了废物与高温烟气的接触,强化了废物热交换,同时链条组还有防止废物燃烧过程中在回转窑内粘结的作用,对废液的焚烧,通过将废液直接喷射到链条组上面,大大增加了废液的换热面积,扩大了回转窑对废物焚烧的适应性。
2、三次空气燃烧系统:
传统的回转窑采用二次空气燃烧系统,回转组合式焚烧炉在二燃室底部加设旋转炉蓖,旋转炉蓖下面鼓入三次空气,强化了废物的燃烧,提高了焚烧炉的热效率,炉渣内含碳率可低于2%。同时还加速了废物焚烧过程,提高了回转窑的废物焚烧量。
3、冷态干式出渣,避免了二次污染:
三次空气还具有渣料冷却的作用,实现干态低温(80℃)出渣,避免了湿法出渣造成的污水处理问题。
4、旋转炉蓖使渣料破碎、锁风以及自动出渣等功能:
旋转炉蓖偏心设置,其运行轨迹为旋转动态椭圆形,对渣料具有破碎作用,此外旋转炉蓖与其匹配料斗还具有锁风功能,保持焚烧系统的密闭性、能配置自动出渣等功能。
4—3回转组合式焚烧窑工艺流程:
废物用密闭卡车运到焚烧厂储库,通过进料机构输送入回转窑进料斗,进料斗下设有推料机构及锁风设施,确保回转窑负压运行的烧成制度。
废 物进入焚烧炉后,通过回转窑的运行在窑中翻转、搅拌、前进,在欠氧环境中完成予热、干化、热解过程,废弃物在挥发气化的同时进行不完全燃烧,挥发产生大量 可燃气体及部分未燃尽物料进入二燃炉,在过量燃烧空气的作用下完成完全燃烧。为强化窑内换热,在回转窑内设置链式蒸发热交换器,温度在400℃—500℃之间,废液可直接喷射到链条上可加速起蒸发及醇类挥发的过程,另一方面对固体废物也能起到传热、翻动及研磨作用。废物燃尽产生的灰渣由二燃炉底部的回转炉蓖排出。二燃炉燃烧温度可达成1150℃,且烟气在高温区停留时间>2秒,以保证二恶英等有害物质的充分分解。当温度低于1150℃时,二燃室的燃烧器调节大小火开启。确保炉温稳定在1150℃左右,回转窑和二燃炉燃烧所有的空气通过风机分别供给,以使废物的燃烧处于最佳状态。在二燃炉底部设有炉底三次风机,强化了灰渣的燃尽程度,同时冷却渣料,实现了冷态出渣。
为利用余热,从二燃炉出来的高温烟气进入热交换器,部分热空气可作一次风、二次风风源鼓入回转窑。
烟气处理按“3T”(高温、湍流、停留时间)原则将高温烟气经热交换器后的烟气进入激冷湿式中和喷淋综合除尘器,在湿式喷淋塔除尘器装置内完成酸性物质中和、除尘的过程同时使高温烟气激冷至300℃以下。于此,前道高温烟气不但使二恶英从源头予以充分分解,后道激冷使二恶英避开或大大缩短了350℃~500℃的二恶英再生工况区。此烟气再经优化的活性炭吸附及袋式收尘器、除湿等综合除尘,最后由引风机通过35米高的烟囱达标排放。引风机的风量、风压根据回转窑炉膛的压力指示由变频器调节,实现当炉膛的负压小于-3mm水柱时,能增大风机转速,使系统中的负压维持在一定水平上,当炉膛内的负压过高时则能相应减小风机转速。
本系统焚烧物出渣率是根据废弃物物化性质确定,但利用本炉型其垃圾灼减率可确保5%以下,一般为1.5~2.5%。
 工艺流程框图 |
4—4、组合回转窑的技术水平及性能指标
传 统回转窑在废物焚烧完全等方面存在一些不足之处,所以国内外一些公司和研究机构也尝试在回转窑二燃室后设炉排,虽然后设炉排也可以起到强化燃烧作用,但不 具备渣料破碎等功能,同时投资大、维修量大、费用高等综合缺陷。因此回转组合式焚烧炉在二燃室底部加设旋转炉蓖形成二燃炉,其系统技术有领先之处,可以达 到以下性能指标:
|
回转组合式焚烧炉的技术性能指标见下表
|
回转组合式危险废物焚烧炉经近10年摸索改进,国内已经有多项实例所检验,技术已趋成熟,装备也可靠实用。但对于危废焚烧的处置,是一个十分复杂的领域,此项技术的进步仍然是动态的。上述简介仅为一种探索与实践,留给我们技术发展空间仍然是十分宽广的,愿业内同行相互启发,共同努力不断完善。

使用微信“扫一扫”功能添加“谷腾环保网”




