


高大厂房焊接烟尘治理解决方案
高大厂房焊接烟尘的治理一直是一个技术难题,通过分层送风技术可以有效地解决焊接烟尘的污染问题。
焊接烟尘的治理是一项国际性技术难题,其困难主要表现在以下几个方面:
1.焊接烟尘粒径小,其粒径在0.01~5μm,滤除困难;
2.焊接工位的多变性,使得焊接烟尘捕捉困难;
3.焊接烟尘热气流滞留特性,普通通风技术除尘困难;
4.焊烟除尘设备投资大,运行费用高,投入困难。
欧洲自20世纪20年代开始对焊接烟尘的危害进行研究,并立法对焊接烟尘进行治理。国内近10年来,已有越来越多的企业应用了焊烟治理设备,生产环境正得到逐步改善。但依然有很多焊接车间未采取任何治理措施,图1为某焊接车间的状况,污染十分严重,极大危害了员工的身体健康。
 图1 |
目前,对于焊接烟尘的治理普遍采用劳动保护方法和局部治理方法。
劳动保护方案是通过配备吸尘面罩的形式来保护劳动者健康,该方法保护对象局限于焊接工人,整个车间环境无法改善。
局部除尘方案是直接针对焊接烟尘高浓度排放区域进行治理。局部除尘设备由两部分组成:烟尘捕捉部分与烟尘过滤部分。局部除尘方法可以有效阻止无组织气流在空间内带动污染物扩散,并且消耗的空气量较少。对于焊接车间,有固定工作台的手工焊接,局部排风罩能将焊接烟尘基本上抽走,采用局部通风方式能够取得较好的治理效果。投资少、效果显著。但受现场布局、操作者习惯和设备运动空间限制大。
整体厂房焊接烟尘治理始于20世纪90年代的北欧,并在欧美国家得到快速推广,是焊接烟尘治理最有效的手段。
高大焊接厂房特征
高大焊接厂房具有以下共同特征:
1.跨距大,厂房高。跨距通常有18m、24m,甚至达30m,厂房高度通常高于10m,甚至达30m。
2.焊接工位多,焊接工件大,条形焊缝、环形焊缝多且长, 焊接烟尘量大。
3.辅助设备占用空间大,各种管线布满车间。
4.厂房内安装有天车,也有厂房装有双层天车,用于搬运物件。
5.春秋和夏季通常通过开门、开窗方式来排除焊接烟尘。北方地区车间送暖气,车间相对封闭。
高大厂房焊接烟尘治理要解决的主要问题
1.室内烟尘浓度过高对人体健康带来的危害
焊接烟气中的烟尘是一种十分复杂的物质,已在烟尘中发现的元素多达20种以上。
碳钢CO2/MAG焊过程中的有害烟尘主要有Fe2O3、SiO2、MnO等,铝合金MIG焊接过程中的主要烟尘成分为Al2O3颗粒,焊接过程中还会产生一些有害气体,如臭氧、氮氧化物、一氧化碳、氟化物及氯化物等。
工人长期在焊接烟尘环境下作业,如果没有适当的保护措施,将导致各种职业病,如尘肺、骨软化症、贫血症等。有害气体也会造成肺水肿、支气管炎、急性哮喘症、神经衰弱症及慢性呼吸道炎症等。
为此,国家对作业环境下污染物的浓度标准有一个严格的限制,在标准GBZ2-2002中规定了车间能综合粉尘浓度≤6mg/m3。
2.直接外排造成二次污染的问题
把焊接烟尘排至室外也许是焊接烟尘最简单的处理方法。但这种方法只是把污染物从室内转移到室外,并没有对烟尘进行治理,其结果是对环境造成二次污染。GB16297-1996《大气污染物综合排放标准》中,规定了各种污染物排放浓度的标准。
3.直接排放造成的室内温度上升/下降、能量损失的问题
在有空调或供热的车间,如果采用直排方式,在冬季势必将室内的热量连同污染物一起排至室外,其结果是室内热能的大量损失。
4.焊接工艺要求
传统的混合送风的方式来排除焊接烟尘,其风量大、和风速高,对于CO2气体保护焊来说,当保护气体周围风速超过1m/s时,会吹走保护气体,从而影响焊接质量。
5.提高生产效率。
采用局部除尘时,操作工人经常需要移动吸气臂,以达到最有效的烟尘捕着效果,这样势必大大影响焊接工作效率。
高大厂房焊接烟尘治理方案
1.分层送风原理
与传统的混合送风治理焊接烟尘不同,本方案采用分层送风技术对焊接烟尘进行治理。
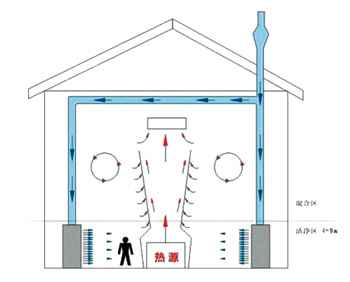 图2 分层送风原理图 |
其原理如图2所示。
在有热源的车间,由于在高度上具有稳定的温度梯度,如果以较低的风速(v<0.2~0.5m/s),较大的风量,将送风温差较小(Δt=2~4℃)的新鲜空气直接送入室内工作区,低温的新风在重力作用下先是下沉,随后慢慢扩散,在地面上形成一层薄薄的空气层。而室内热源产生的热气流,由于浮力作用而上升,并不断卷吸周围空气。这样,由于热气流上升时的卷吸作用,后续新风的推动作用和抽风口的抽吸作用,地板上方的新鲜空气缓缓向上移动,形成类似于向上的均匀流的流动,于是工作区的污浊空气被后续的新风所取代。当达到稳定时,室内空气在温度、浓度上便形成两个区域:上部混合区和下部单向流动的清洁区。
2.分层送风除尘系统组成
分层送风除尘系统主要由3大部分组成,即空气处理机组(含高效率筒除尘),送回风管系统、送风末端装置——送风筒以及控制系统(如图3)。
 图3 |
根据焊接工艺特征和除尘要求,除尘系统的空气处理部分有以下几种形式可供选择:
(1)对铝合金焊接厂房,对车间内湿度有严格要求,可以配备制冷机组,通过冷冻除湿使室内湿度满足要求。
(2)对一般碳钢焊接厂房,可以在空气处理机组内安装直接喷淋式制冷装置来减低车间温度,该方法投资少,效果显著。
(3)对北方冬季气温较低、车间有供暖设施的地区,在空气处理机组内设置新风加热器,使送入车间的新风不至于因温度太低而影响车间温度。
3.分层送风除尘系统的运行流程
车间内污染空气经回风机吸入到空气处理机组,经过滤筒式高效过滤器,将焊接烟尘滤除,再送入车间内(如图4)。为了保证车间内空气品质,需要补充一定量的新风进入车间,空气处理机组上设有新风调节阀,用于调节新风量。
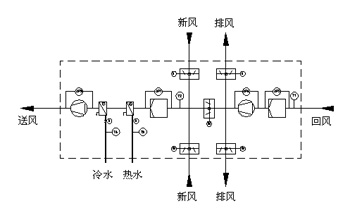 图4 空气处理机组 |
在冬季,控制20%新风量,新风与来自车间的80%的回风(20%的回风通过排风阀排至车间外)混合,再经过新风加热器后送至车间内,这样,避免污染物直接排放造成车间内的热能损失。
在春秋过渡季节,新风量取100%,利用全新风来带走车间内热负荷,污染空气100%排至车间外,既保证了舒适的温度,也保证了良好的空气品质。
4.关键部件
(1)送风筒
送风筒是实现分层送风的关键部件,它送风量大,送风速度低,送风距离远。较低的送风速度确保不会吹散气体保护焊的保护气体,从而保证了焊接质量。送风筒内装有调节阀,可根据车间内外温度、车间要求的温湿度及污染物的分布来调节送风方向,使之满足在任何送风温度下,均能实现推动焊接烟尘向车间移动。
(2) 滤筒
采用高效过滤筒作为过滤元件,该过滤筒选用的滤材不同于一般传统的滤材,其表面附有一层聚四氟乙烯薄膜。其极小的筛孔可阻挡大部分亚微米尘粒;亚微米尘粒在滤材的表面聚集并形成可渗透的挡尘饼,大部分尘粒被阻挡在滤材外表面而不能进入滤材内部,在压缩空气的吹扫下能及时有效地被清除。该滤材具有相当高的过滤效率,较传统滤材至少提高3~5倍以上;且使用寿命较传统滤材提高2倍以上。
(3)控制软件
为达到良好的分层送风除尘效果,系统内配有专有的控制软件,结合当地全年气象参数,实时采集处理车间内温湿度,控制送风筒的送风方向、新风量、制冷量、加热量,使系统保持在最佳节能运行状态。
分层送风治理焊接烟尘的优势
与局部焊接烟尘除尘设备相比,与传统的混合送风除尘系统相比,采用分层送风技术治理焊接烟尘有以下几大优势:
1.因为烟尘的收集不是直接针对产烟部位,所以除尘系统不受焊接工件大小的影响、不受焊接工位变化的影响;
2.采用高效过滤器,过滤精度完全达到室内排放标准,有效改善工作区域环境;
3.彻底解决烟尘净化问题,不会对大气造成二次污染;
4.所需风量只是传统混合送风形式的一半,运行能耗大幅度降低;
5.因烟尘进行过滤后能达到室内排放标准,室内空气可以循环,避免直排造成室内冷量/热量能源的浪费;
6.除尘系统不受操作者使用习惯的影响,操作者在工作的过程中没有受到除尘系统的任何干扰,能极大地提高生产效率。

使用微信“扫一扫”功能添加“谷腾环保网”




