


污泥成型焚烧热用于工位采暖的新工艺
1 引言
目前,国内外对污水处理厂所产生的污泥的处理方法有填埋、加工成肥料和干化焚烧等。其中,填埋是最主要的处理方法。污泥填埋方法简单,费用较低,但存在占地大、处理不彻底易造成二次污染等问题。污泥制肥和干化焚烧方法处理虽较为彻底,但需对污泥深加工处理和预先干化,处理成本高而效益低,因此在实际应用中受到了一定的限制。采用脱水污泥成型焚烧处理技术,无需对污泥进行干化,处理成本低,且热能全部用于工位采暖,可取得节能减排的效果,灰渣可全部再利用于建材,处理彻底,从根本上解决了污泥处理的难题。
承德县污水处理厂2006年投入试运行,设计污水处理能力3万t/d,采用活性污泥法工艺,主要任务是处理当地的工业和生活污水。污泥产量3000t/a,设计处理方法为送入垃圾处理厂填埋,此方法简单但处理不彻底,容易造成二次污染。该污水处理厂脱水污泥的主要成分为:有机质25%、氮3%、磷2%、水70%,其中的有机质有一定热值,通过燃烧试验,含水率为25%的污泥,热值约为15000kJ/kg,相当于低热值的原煤,可采用混合成型焚烧的方式进行处理。方案是将含水率为70%的脱水污泥掺入干煤粉,压制成工业用型煤,供本厂细格栅车间采暖使用,焚烧后的炉渣热值低于200kJ/kg。
2 工艺过程
工艺过程主要由脱水污泥混合成型、焚烧和热能利用三个环节组成。
经压滤机脱水后的污泥含水率约为70%,不经干化直接按1∶1的比例掺入干煤粉和石灰粘合剂,用型煤机压制成150×150×80(mm)的方形工业用蜂窝煤,为污泥成型焚烧炉提供燃料。焚烧后的污泥炉渣和成型污泥分别见图1、图2。
 |
污泥成型焚烧炉是焚烧过程中的关键设备,担负着焚烧污泥和输出热能的任务,为提高炉膛温度和达到工位采暖的目的,采用热风输出方式,直接将热风送到采暖工位。污泥成型焚烧热风炉由燃烧和热交换两部分组成:(1)燃烧部分送煤采用机械推进式手动炉排,自然通风方式,燃烧温度1200℃;(2)换热部分的主要结构件为铸铁炉胆和风火管,炉胆外侧和风火管外部为热风道,将热能输出。其特点是:结构紧凑、铸铁炉胆热变形小、造价低、炉膛温度高、燃烧效果好,热效率达到85%。
由于细格栅车间跨度大、空间高,适合采用热风工位取暖方式,因此,热能利用主要用于污水处理厂细格栅车间的取暖。燃烧过程中产生的烟气经水浴式除臭装置处理后,排入大气。工艺布置见图3。
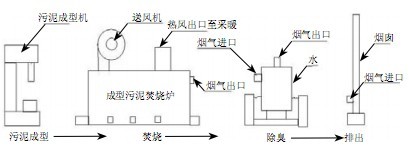 图3 污泥成型焚烧工艺布置 |
3 污泥成型焚烧热风炉的设计
3.1 污泥成型焚烧热风炉炉胆选材
目前,国内的燃煤热风炉技术相对落后,尚无定型产品,市场上的小型原煤热风炉的主受热面耐久性差的问题一直未能解决,烟尘排放不能达标,推广和使用受到限制。所以,污泥成型焚烧热风炉需要根据实际情况进行设计。
污泥成型焚烧热风炉炉胆的受热面的材料和结构,是设计中首先需要解决的问题,受热面可采用耐热钢板、耐火材料和耐热铸铁等材料制成。这些材料的优缺点如下:
(1)耐热钢板
耐热钢板具有传热性好、重量轻和制作方便等优点,但存在热变形严重、受热后刚度变差、抗氧化、耐腐蚀性差和造价高等缺点。
(2)耐火材料
耐火材料具有价格便宜、耐热性好、不氧化、耐腐蚀、热变型小和制做容易等优点,但存在传热系数低、成型难度大、易龟裂和维修困难等缺陷。
(3)耐热铸铁材料
耐热铸铁材料除传热系数略低于耐热钢板外,耐热、抗腐蚀、热变形和刚度等指标,都高于耐热钢板。耐热铸铁材料不存在耐火材料的缺陷,优点与耐火材料基本相同,但传热系数则大大高于耐火材料,具有价格适中、可定型批量生产、零价互换性好和维修方便等优点。缺点是炉胆铸造难度大,装配制造技术要求高。根据上述情况,自行设计的WXRF-1型污泥成型焚烧热风炉的炉胆采用耐热铸铁材料,拼装式结构,解决了热风炉主受热面耐久性差的关键技术问题,使污泥成型焚烧热风炉在焚烧污泥和实现工位采暖上有了技术保证。
3.2 WXRF-1型污泥成型焚烧热风炉炉胆结构
WXRF-1型污泥成型焚烧热风炉采用卧式水平折流燃烧方式,热风逆向正压经过铸铁炉胆内部风道和风火管完成热量交换过程。炉胆采用组合式结构,每组耐热铸铁炉胆顶板与侧板分别设计成长500mm的独立部分,每组自然形成完整风道。炉膛侧板为单片结构,铸有横向导风肋板,以增加空气与炉胆受热面的接触面积和时间,提高炉膛侧板的刚度和热效率,侧板安装后与炉体外保温层之间形成风道。顶板分上下两部分,分别铸有两边肋板和中间横向档风肋板,以增加空气与炉胆受热面的接触面积和时间,提高顶板的刚度和热效率。安装时上顶板肋板向下,下顶板肋板向上,上下板两侧肋板相互啮合,中间形成热风道,顶板两端置于炉胆侧板上部,与侧板形成炉膛和互通的热风道。按设计要求将多个独立的炉胆组合连接,形成炉膛和热风道,每组炉胆之间采用螺栓紧固联接,并嵌在炉体结构件钢架上,构成污泥成型焚烧热风炉主体。受热面积共9.3m2 ,炉排面积1.8m2 ,设计时参照其他型煤锅炉受热面的传热系数,估算供热量为218,160kJ/h。热能输出采用正压温控自动控制风机输出热风方式。结构简单,运行可靠,安全方便。热风炉结构见图4。
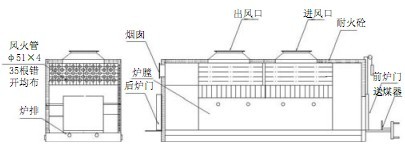 图4 WXRF-1型成型污泥焚烧热风炉结构 |
3.3 WXRF-1型污泥成型焚烧热风炉负荷调整方式
为防止热风炉炉胆过烧,负荷调整时不对送风系统进行调整,仍维持其设计风压和风量,采用温度自动控制输出热能。负荷调整是通过控制燃烧状况来完成的,由于该炉型采用手工加污泥型煤,加煤量需根据燃烧状况确定。调整燃烧状况可自动或手动完成,自动控制系统可根据室内设置的温度传感器,设定参数后自动控制燃烧系统自然进风风门的开闭,达到调整负荷的目的。
4 工位热风采暖系统设计
4.1 热工计算
细格栅车间建筑面积600m2 ,高度8m,采暖期室外平均温度为-4.4℃,设计计算温度为-18℃,室内温度要求不低于10℃,采暖所需热量(Q)估算:
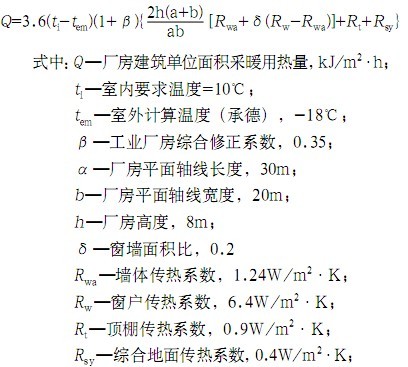 |
根据上式计算可得: Q= 511,2331(kJ/m2·h)
厂房整体采暖所需热量:
Q = 600×511.2331=306,739.87(kJ/h)
工位采暖所需热量估算:厂房工位布置空间约占厂房总空间的15%。工位周围热耗空间约占厂房总空间的15%。
工位采暖所需热量:
Qgw =Q ×(15%+15%)=306,739.87×30%=92,021.96(kJ/h)
4.2 热风工位采暖系统布置
根据计算,WXRF-1型污泥成型焚烧热风炉可以满足上述需要。在细格栅车间内,将WXRF-1型污泥成型焚烧热风炉布置在厂房西北角,风道沿厂房墙内侧横向布置,高度以不影响室内作业为宜。主风道为长方形,首端300×200(mm),末端200×200(mm),材料为镀锌铁板。设有6个热风工位出口,出口设有风门和防烫栅栏。热风工位布置见图5。
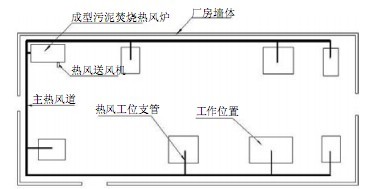 图5 热风工位布置平面图 |
5 污泥成型焚烧热风炉综合测试结果
WXRF-1型污泥成型焚烧热风炉,采用风机送风方式输出热能,热风出风口与热风道连接。风机风压1000Pa,风量2500m3 /h。满负荷综合测试情况如下表。
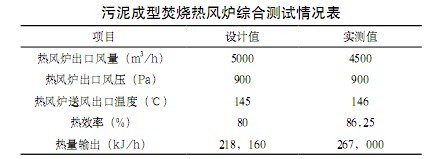 |
测试结果表明,该热风炉比传统的热水采暖炉热效率高16%,出力超过设计能力18.29%。
6 结论
WXRF-1型污泥成型焚烧热风炉,采用组合式炉胆,便于定型生产,设计时可根据污泥种类和发热值的大小来调整炉体受热面的大小。炉胆抗热变形能力强,维修组装制造方便,布风均匀无死角,受热面传热和受热均衡,解决了普通热风炉炉胆使用寿命短、维护量大的问题,提高了污泥成型焚烧热风炉的实用性、经济性和热效率。使用WXRF-1型污泥成型焚烧热风炉进行污泥焚烧处理,不但达到了污泥焚烧处理的目的,也完成了细格栅车间工位采暖的任务,充分合理地利用了能源。根据实际运行情况测算,一台WXRF-1型污泥成型焚烧热风炉,出力50%即可满足细格栅车间工位取暖的实际需要,可节能70%,节能效果显著;降低了污泥处理成本,污泥处理彻底,灰渣可直接再利用,不会造成二次污染;其热值得到了利用,每年可节约燃煤费用 2万元。总之,该方法简单实用、成本低、处理彻底、再利用率高。
参考文献:
汤蕙芬,范季贤.城市供热手册[M].天津:天津科学技术出版社.1992,2.

使用微信“扫一扫”功能添加“谷腾环保网”




