


低压和超低压反渗透膜在半导体工业水处理中的应用
半导体材料和器件的制备,需要高质量的高纯水,要求低TOC(<5ppb)、低细菌内毒素(<0.03EU/ml),目前电子行业已广泛采用反渗透技术,下面就如何选用更合理的反渗透膜,简述于下:
众所周知,反渗透(RO)是一种在压力驱动下,借助于半透膜的选择截流作用将溶液中的溶质与溶剂分开,无论低压复合膜[1-2]或超低压复合膜[3-5],都是以水的透过速率大小、脱盐率高低来衡量膜的好坏,而水的透过速率即水通量的大小与驱动压力成正比,如能达到一定的水通量时,所需的驱动压力越低,则不仅降低能耗,同时也降低泵、压力容器及管材等设备投资。
本文介绍了ESPA超低压膜主要特点。同时还列举了超低压ESPA膜和低压CPA2或NTR-759膜与醋酸纤维CA膜在操作压力、透过水量、脱盐率方面的比较,研究了各种方法和各种onclick="g(‘反渗透膜‘);">反渗透膜对TOC和细菌内毒素的去除效果比较,并成功的应用在空间材料制备用水、高纯化学试剂生产用水、机车电瓶用水及建材制板用水上,取得了很好的效果。
一、 TOC、细菌、细菌内毒素、颗粒对大规模集成电路的影响
随着电子工业的发展对高纯水提出了越来越高的要求。例如[6],制作16K位DRAM允许水中TOC(总有机碳)为500ppb、金属离子为1ppb、≥0.2μm的颗粒为100个/毫升;而制作16M位DRAM时,则要求TOC<5ppb、金属离子<0.2ppb、水中≥0.1μm颗粒数为0.6个/升。
1.1 TOC,细菌及细菌内毒素对大规模集成电路的影响。
 |
1.2 DRAM对颗粒和TOC的要求
 |
天然水、自来水等各种水源中都存在着热原。目前比较一致的认识是热原是指多糖类物质[7],也就是细菌内毒素。细菌内毒素是革兰氏阴性菌的细胞壁外壁层上的特有结构——脂多糖,所以,哪里有细菌,哪里就有细菌内毒素。其结构为单个粒子,其分子量在10000~20000之间范围内,体积为1~50μm,细菌内毒素在水中可以形成比较大的成团密集体,造成颗粒性污染。细菌内毒素含磷多糖体75%,磷脂12~15%及有机磷酸盐6~7%,造成TOC污染,由于含很高的磷,在硅中是N型杂质,贡献导电电子,形成不可控制的污染,严重的影响器件的性能和成品率[8]。
由于细菌及细菌内毒素都会产生颗粒性污染及TOC的污染,由图1、图2明显看出颗粒性污染及TOC的污染对大规模集成电路的影响,因此在兆位电路用水中对TOC、细菌及细菌内毒素的含量要严格控制。
二、超低压卷式复合膜的主要特点
2.1 与CA膜和低压复合膜相比,ESPA、ES10、ES20膜达到同样产水量时所需的操作压力大为降低,换句话说在相同的操作压力下其产水量高出其它膜,见图3。
 |
图3 部分卷式反渗透膜性能比较
由图1看出在压力一定时ESPA,ES20膜的产水量是CPA2或NTR-759HR,BW30膜产水量的一倍,而CPA2或NTR-759HR,BW30膜的产水量是CA膜的5倍,换句话说若同样的产水量,则所需的操作压力要求低很多。
2.2 低压和超低压膜,如CPA2,NTR-759膜和ESPA膜,脱除水中二氧化硅能力,均在98%以上,标准条件下二氧化硅的脱除率见图4。
 |
图4 不同压力时两种膜的脱硅效果
[测试条件] 进水溶液:SiO2浓度41ppm,温度:18℃
2.3 化学稳定性,以ESPA膜,CPA2或NTR-759膜的耐氯性为例,如图5所示。
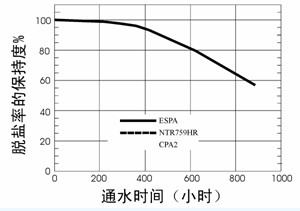 |
图5 两种膜的耐氯性能
[通水条件] 进水压力:1.0MPa;供给液游离氯浓度:100ppm;供给液pH=6
[测试条件] 进水溶液:0.05%食盐水;进水压力:0.75MPa;pH值:6.5;温度:25℃
由于ESPA膜没有改变复合膜材料的化学成分,因而保持了复合膜的所有优点。其化学稳定性和脱盐率均与低压复合膜相同。
三、用一级反渗透RO、双级RO、蒸馏法、紫外法、活性碳吸附法、离子交换法、超声法等除去水中的TOC和细菌内毒素的比较
1.1 用RO法,蒸馏法,185紫外法,除去TOC和细菌内毒素,见表1。
表1 用RO法,蒸馏法,185紫外法,除去TOC和细菌内毒素的比较
|
||||||||||||||||||||||||||||||||||||||||||||
* EU=Endotoxin Unit(内毒素单位)
美国1993年[9]ASTM-E1级水中规定内毒素含量<0.03EU/ml,ASTM-E2级水,内毒素要求0.25EU/,在我国高纯水国标中,暂未定此标准,由表1明显看出,用双级RO+185nmUV制取高纯水,TOC降至<5ppb和细菌内毒素<0.03EU/ml完全符合亚微米电路用高纯水要求。
1.2 几种onclick="g(‘反渗透膜‘);">反渗透膜对水中细菌内毒素的去除效果比较,见表2。
表2 几种膜对细菌内毒素的去除效果比较
|
|||||||||||||||||
由表2所示,经低压和超低压复合膜反渗透的水,其细菌内毒素含量,均<0.03EU/ml,完全符合超大规模集成电路和医药用水标准的要求。
1.3 用其它方法去除水中的细菌内毒素,见表3。
表3 用其它方法去除水中的细菌内毒素
|
由表3看出用其它方法去除水中的细菌内毒素均不理想。
我们还将低压反渗透和185紫外灯及PVDF管材一起用,除去高纯水中的TOC和细菌内毒素,这样制得的高纯水,能使TOC<5ppb和细菌内毒素<0.03EU/ml,完全符合兆位电路高纯水的要求。
同时低压和超低压反渗透复合膜还能除去水中的THM(三卤化物)[10]。例如NTR-759HR膜,能除去水中的CHCl371%、CHBr390%、CCl4>99%,CH3CCH398%。
四、 LF10低压复合膜
LF10膜是低压onclick="g(‘反渗透膜‘);">反渗透膜的一种,它具有脱盐率高,水通量大,抗污染强,抗细菌侵蚀等特点,由于它特殊的表面结构,表面电位为中性,亲水性好,不象一般的onclick="g(‘反渗透膜‘);">反渗透膜易吸附表面活性物质,被污物堵塞,因此是新型的用于各种废水处理中的理想onclick="g(‘反渗透膜‘);">反渗透膜。
4.1 在不同的PH值下LF10,NTR759HR,ESPA膜表面电荷的比较,见图6。
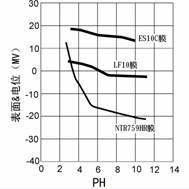 |
图6 在不同的pH值LF10,NTR759HR,ESPA膜表面电荷的比较
由图6看出LF10膜在不同的PH值下,膜的表面电荷接近中性。
4.2 LF10与NTR759HR膜在废水处理中水通量的比较。
LF10膜除具有低压膜的优点外,其耐污垢特性好,与常规RO膜相比,LF10膜处理含表面活性物质的废水时,其水通量不会明显降低。见图7。
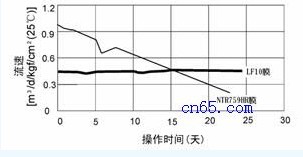 |
图7 LF10与NTR759HR膜处理废水时水通量的比较
[操作条件] 产水通量:1.5L/min;浓水流量:0.9L/min;
RO进水电导率:3000~4000s/min;温度:6~8℃;pH:7.7
五、应用
我们将CPA2膜的反渗透器,前级用多介质过滤器,活性碳过滤器,后级用离子交换混床,紫外灯或臭氧杀菌,0.2μm膜过滤器,出水水质达ASTM-E1级标准,用于空间材料的制备及1800个车箱机车电瓶用水,又将NTR-759膜用于化学试剂制备、ESPA膜用于纤维板生产,达到了水质好、脱盐率高、产水量大、节约能耗的目的,取得了很好的效果。
六、结论
综上所述,低压复合膜和超低压复合膜较醋酸纤维素膜有大的比表面积,操作压力低,产水量大,脱盐、脱硅率高,节约系统的运行成本和设备投资,ESPA超低压膜又由于保持了复合膜的所有优点。有很好的化学稳定性,此外还有很好的去除细菌内毒素和THM的能力,所以低压复合膜和超低压复合膜是当今制备高纯水理想的onclick="g(‘反渗透膜‘);">反渗透膜,与常规RO膜比较,LF10膜在低压下有同样的高脱盐率和高水通量,此外,由于它的表面电位中性,较亲水,故抗污染能力强,因此对含表面活性物质导致膜污垢的废水处理中,是具有优越性能的。
参考文献
[1] U.S.Patent 4,277,344
[2] 神山义康,《日东技报》,27(1),24(1989)
[3] 岩崛·博,《Joumal of water Re-use Technology》,19(1),54(1993)
[4] 河田一郎、广濑雅彦、川崎胜男,《Joumal of water Re-use Technology》,21,4(1995)
[5] 川崎胜男、河田一郎,《MEMBRANE》22(2),111-113(1997)
[6] Rick Leasn et al., “A Comparison of Different Classes of Spiral Wound membrane Elements at Low Concentration Feeds” Presented at Expo’89 West, Conference on High Purity Water, November 1989
[7] Wesphal O. Int. Arch Allergy App1 Inmunol 1975:49:1
[8] 闻瑞梅,王在忠,高纯水技术,科学出版社,1988
[9] 1993 Aunual book of ASTM Atandards, Vol, 11, 01:D5196-91
[10] 池田健一,《MEMBRANE》,20(1),29~38(1995)

使用微信“扫一扫”功能添加“谷腾环保网”




