


A/A/O工艺调试运行体会
摘要:根据实际工程调试遇到的问题,从理论和实践上对A/A/O工艺调试及运行模式作了探讨,结合各污水厂水质、水量特点和不同的处理设施,对A/A/O工艺运行中各工艺控制参数进行了系统分析和有效控制,并就调试过程遇到的问题谈几点体会,为新建和将建污水厂的运行管理人员提供参考。
关键词:A/A/O工艺,调试运行,溶解氧,污泥龄
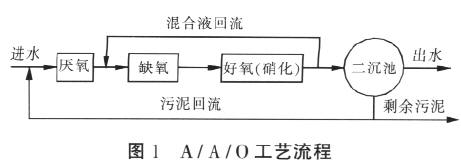
A/A/O工艺是由厌氧池/缺氧池/好氧池/沉淀池系统所构成,是在A/O除磷工艺基础上,在厌氧反应器之后增设一个缺氧反应器,并使好氧反应器中的混合液回流至缺氧反应器,使之反硝化脱氮。污水首先进入厌氧反应器,兼性发酵细菌将废水中的可生物降解大分子有机物转化为小分子发酵产物,如VFA;混合液进入缺氧反应器后,反硝化细菌就利用好氧反应器中经混合液回流而带来的硝酸盐和废水中可生物降解有机物进行反硝化,达到同时去除有机碳与脱氮之目的。随着废水进入好氧反应器,聚磷菌除了吸收、利用废水中残余的可生物降解有机物外,主要是分解体内贮积的PHB,放出能量以摄取环境中的溶解性磷,并以聚磷的形式在体内贮存起来,实现自身的生长繁殖,并通过剩余污泥排放,将磷去除。
A/A/O工艺由于具有同时除磷脱氮功能,近年来被广泛应用于新建城市污水处理厂中。根据笔者对几个新建城市污水厂调式过程遇到的问题,谈几点感受和体会。
1调试运行前的检查
 |
调试前对构筑物、设备等进行认真检查是非常重要和必要的,在所有调试的污水厂中发现以下问题较普遍:
(1)构筑物、管道内的建筑垃圾未清理干净,造成水泵和曝气系统的堵塞,影响排泥。
(2)预留孔洞、管道伸缩缝、电缆穿孔处密封不好,通水后存在漏水现象,影响调试工作。
(3)出水堰和墙体接缝处渗漏严重,甚至导致堰口不出水,无法达到设计要求。
(4)搅拌器或推进器安置角度不正确或位置不合理,导致能量浪费和局部流速不足,造成局部污泥沉积。
因此,为了解决上述问题,在污水厂通水调试前,必须进行细致的检查,确保各构筑物、管道线路和机电设备能够按设计要求运行。
2调试过程各因素合理控制
由于各城市的气候与城市污水水质、水量的不同,需要充分利用工艺特点并结合运行环境对各运行参数进行有效调控。
2.1气候及水温
由于各城市地理环境不同,其气候、气温也不一样。对于南方城市,四季温差较小,年平均水温约20℃,夏季最高水温约29℃,冬季最低月平均水温15℃。一般来说,水温>15℃对于微生物处理效率影响不大,一年四季都可以进行调试。在北方地区,冬季气温均低于8℃,水温低于15℃。如西北某污水处理厂调试是在11—12月进行的,当时气温8℃以下,水温12℃,虽然可以进行培菌工作,但水质处理效率降低,培菌工作时间延长。因此,在北方最好避免冬季进行污水调试。
2.2入流水质及水量
对于一些环境基础设施薄弱,清污不分的城市,普遍存在污水增长迅速,而污水截留率及集中处理率低,污水处理能力不足的现象。对于一些工业城市,如调试中的南方某污水厂,水质成分复杂,难降解,有毒物质含量高,且水质波动大,从而影响活性污泥系统的正常运行,如污泥膨胀、污泥中毒等。因此,对于新投产的污水厂,要使工艺运行稳定,必须收集完整的基础资料,尤其是城市现状水质资料。另外要求工艺调试人员善于把握进水水量、水质特点,观测在线pH变化,每天进行微生物镜检,以便及时进行工艺调整,如采取增大污泥龄、减少排泥量、加大回流比、提高溶解氧等措施。
2.3自控方面的运用
在自控方面,污水厂采用微机控制管理系统分散检测和控制,集中显示和管理,各种设备均可根据污水水质、流量等参数自动调节运转台数或运行时间。但在一些污水厂的自控方面投资较大,实际运用意义却不大。因此,污水厂的软件应达到以下几点要求:
(1)软件做到功能全面,画面简洁,易读、操作方便,易于掌握。
(2)软件必须可靠、实用,易于修改,且要考虑到现场可能出现的各种特殊情况,如电动闸阀和水泵的联动开机;在局部位置设置自动控制系统,如由进水泵房的水位来控制水泵的运转等。
(3)软件实现实时数据采集、实时和历史趋势显示、显示报警管理、用户综合报表等功能。一般包括:污水处理工艺流程图、仪表显示图、空气总流量实时趋势图、污水总流量实时趋势图和历史趋势图,故障报警的实时查询及记录,报表系统可打印班组报表、月报、年报等。
因此,有一套好的自控软件,不仅在调试阶段大大减少调试人员的工作强度,改善污水厂的内部管理,满足工艺要求,而且可使整个污水处理系统在较经济状态下运行。
2.4构筑物及设备的特性
一般来说构筑物和设备已经选定,不可能变动,但充分利用构筑物及设备的特性进行工艺调整也是缩短调试时间的要素。
(1)实现最优化的动力组合。如根据进水泵的型号流量不一致的问题,可依据进水量进行水泵开启台数的组合;对于搅拌器和具有推进作用的曝气装置可以进行合理组合,保证充氧和搅拌的适宜。
(2)利用氧化沟可调堰板进行间歇式的进水、曝气、静沉、滗水等培菌操作和调整氧化沟的流态和溶解氧的分布。利用超越阀及各阀门的切换进行活性污泥在系统内的转移调整控制。
(3)实现合理的排泥。根据集液池液位计、泥位计等仪表进行剩余泵的开启。根据脱水机的特性进行排泥控制,保证进入脱水机的污泥性能符合脱水设备污泥工艺要求。
2.5人员培训
由于污水厂刚进入启动运行,操作人员缺乏对污水处理过程的了解,不能对系统进行及时调整,将延长调试时间。因此,要求操作人员对本厂的工艺流程及各构筑物和设备的作用有初步了解;其次,对设备操作及易出现故障的设备进行及时排除故障的培训,保证设备正常运行;对化验人员进行活性污泥培养驯化效果的培训。由于化验人员对取样时间、位置和分析操作不熟练等原因,造成了化验项目不全面,结果不连续,准确率低等问题,这也会影响调试的进程。
3调试过程的工艺参数控制
3.1溶解氧
在活性污泥培养初期,微生物未增长,需氧量少,因此将供气量调小,甚至可以通过空气排水阀放掉部分空气,防止曝气池上出现过多的泡沫。如果泡沫量过大,影响调试运行,可采用间歇曝气,一般停曝气时间控制在4~8h之间,同时观察曝气池内污泥的颜色和气味,正常的污泥颜色为黄褐色,泥腥味,当发生供氧不足或厌氧,泥色变为黑色,并有污泥上浮的现象,此时必须进行曝气。
3.2活性污泥的生物相
在生活污水中,存在着大量微生物,当曝气池内的钟虫、累枝虫增多,并且出现楯纤虫、固着型纤毛虫等多种原生动物(一般1周可出现以上情况),表明活性污泥基本成熟。随着活性污泥增长,大约2~3周后可发现一些轮虫、线虫等后生动物,表明活性污泥完全成熟。
3.3污泥增长量计算
污泥的增长需要一个过程,污泥的增长量的计算可粗略的按进水BOD5的40%(包括内源呼吸及氧化消耗的量),再加上截留进水SS总污染量即是在生物系统内活性污泥的总量。这些污泥分布在厌氧池、A/O池以及二沉池的污泥内。当曝气池内的活性污泥量达到1000~1500mg/L浓度、沉降比为10%左右时,污泥培养过程基本完成。
3.4回流比
在试运行初期,回流比可控制到100%~200%,以便保证二沉池内的污泥及时回流。当微生物增长到一定阶段时,调整回流比在100%以下。SVI在50~100mL/g时,可使外回流比降至50%~60%。另外以沉降曲线为依据,在保证二沉池内不出现硝化和释磷的前提下进行回流比控制。
4A/O脱氮最优的运行管理
4.1对溶解氧的控制要求
对于A/A/O工艺,厌氧池、好氧段的溶解氧是保证聚磷菌对磷的充分释放与吸收的重要条件;控制缺氧段、好氧段的溶解氧值是影响硝化与反硝化是否彻底脱氮的一个重要因素。
(1)一般好氧段溶解氧控制在1.5~2.5mg/L之间。如果好氧区溶解氧下降,说明曝气不足。
(2)缺氧段溶解氧控制在0.5mg/L以下,如果溶解氧较高,说明内回流比值过大。
(3)厌氧池中的溶解氧控制在0.2mg/L以下。当出现溶解氧过高,检查外回流比配置是否合理或者搅拌强度是否过大导致将空气中的氧复原至水中。
4.2F/M(BOD负荷)控制
在污水厂调试初期,由于活性污泥数量不足,BOD5负荷大于0.3kgBOD5/(kgMLVSS·d),BOD5去除率低,脱氮效果不足30%,当BOD5负荷逐渐接近0.3kgBOD5/(kgMLVSS·d),BOD5去除率可达90%,硝化效率明显提高,脱氮效果可达到70%。当系统污泥负荷继续降低到0.15kgBOD5/(kgMLVSS·d)时,脱氮效率变化不大,这是由于有机物和氮的比值一定的缘故。当BOD5负荷小于0.1kgBOD5/(kgMLVSS·d)时,BOD5去除率及脱氮效率反而降低。这是由于进水有机物少,微生物处于饥饿衰老状态,活性污泥絮体解体,絮凝性变差,沉降性能恶化,导致出水混浊。因此,在实际运行中保持适中的污泥负荷是有必要的。
一般A/A/O工艺BOD5负荷变化控制在0.10~0.30kgBOD5/(kgMLVSS·d)范围,属低负荷运行工艺。在此范围内,BOD5去除率可达90%,脱氮效率70%以上。
4.3污泥龄的控制
对于A/A/O工艺,污泥龄的控制是脱氮除磷运行的重要参数。当进水量及水质恒定时,需要合理控制剩余污泥的排放量,调节MLSS的浓度。通常在冬季运行时控制MLSS在3500mg/L左右,污泥负荷为0.1kgBOD5/(kgMLVSS·d)左右,SRT控制在12d左右;在夏季运行时控制MLSS在2000mg/L左右的低浓度运行,污泥负荷为0.18kgBOD5/(kgMLVSS·d)左右,SRT控制在8d以下运行效果较好。
5建议
A/A/O工艺具有较好的耐冲击负荷能力,出水水质较稳定,可以进行脱氮除磷,但硝化菌、反硝化菌和聚磷菌在有机负荷、泥龄以及碳源需求上存在着矛盾和竞争,很难在同一系统中长期获得氮、磷的高效去除;同时A/A/O工艺存在着碳源不足和回流混合液中硝酸盐进入厌氧区干扰除磷的问题。因此,要获得同时脱氮除磷的良好效果,运行时需精心调配,如在桂林某污水处理厂运行中出水能达到保持在TP<1mg/L,TN<15mg/L,BOD5<10mg/L,SS<20mg/L,CODCr<30mg/L,NH3-N<10mg/L,NO3-N<3mg/L的较佳稳定效果。另外在A/A/O工艺中应避免选用重力式污泥浓缩池,同时应加强污泥脱水工作,使剩余污泥及时脱水,防止上清液及脱水机的滤液中的磷重新回流到进水泵前的集水池内,导致磷在处理系统内循环。
作者简介:陈际鲜(1973—),女,工程师。

使用微信“扫一扫”功能添加“谷腾环保网”




