


煤磨袋除尘器的防燃防爆浅析
煤磨袋除尘器是根据煤粉尘防燃、防爆原理,以及袋除尘器过滤机理相结合研制成功的。煤粉在输送、粉磨与除尘过程中的主要危险是燃烧、爆炸。因此,防燃、防爆是煤粉磨系统及除尘器设计时必需考虑的两大因素。
1 消除内部火源
主要是消除除尘器滤袋静电火源。抗静电针刺毡是在针刺毡的基布上纺入导电纤维,使滤料电阻值降低,利于附着滤袋表面粉尘所带静电荷的释放。
由表1可以看出,有导电纤维较无导电纤维针刺毡表面电阻、体电阻和摩擦电位都低得多。为防止煤粉自燃,结构设计不能有积灰面。设备设计要符合防爆要求,本体上还必须装有卸压阀。煤磨袋除尘器的灰斗是很容易积灰的,煤粉尘细度细,粒度小于40μm的占95%以上,附着性强,粉尘还可能吸收空气中的水分,在灰斗壁上冷凝。所以灰斗壁的倾角应≥70°。在灰斗两面形成的谷角处,设计一溜料板,成为两个加大的谷角,减少粉尘的沉积,如图1所示。
 |
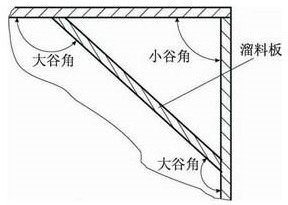 |
图1 灰斗顶视图
在煤磨系统中,许多水泥厂一直沿用较早的工艺线,即所谓双风机系统,如图2所示。
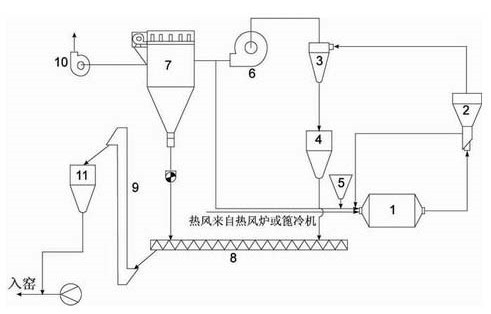 |
图2 双风机系统
1.煤磨;2.粗粉分离器;3.细粉分离器;4.煤粉仓;5.原煤仓;6.煤磨风机;7.MDC袋除尘器;8.螺旋输送机;9.斗式提升机;10.排风机;11.煤粉仓
该系统设备多,操作复杂,占地面积大,非标管网布置也较为复杂,易产生煤粉尘的堆积死角,从而易引起煤粉自燃。实践证明,单风机系统比双风机系统优越。
2 消除外部火源
外来火源主要有热风炉热风带入的火星;机械摩擦火花;电火花;维修时,电、气焊造成的局部高温等。有些在系统操作时,只要引起足够的重视就可以克服,有些则难以预料。因此,必须采取安全措施。如:设备检修时,停止系统的运行,隔离操作面,准备灭火器材等。我国大部分水泥厂煤磨设置在窑头,热风来源或为热风炉或为篦冷机或为窑头,氧含量均在20%左右,属于非惰性操作。随着氧浓度的增加,煤粉点燃温度呈下降趋势。在除尘器内热的煤粉尘与空气混合就会形成爆炸性混合物,当其浓度在45~2000g/m3之间时,一旦温度过高就会引起燃烧、爆炸。当煤的挥发分Vad>20%时,危险会更大。因此,将入袋除尘器的废气温度控制在90℃以下。一旦温度超温,声、光报警,紧急切断系统,停止运行。表2为某厂煤磨系统主要工艺操作参数。
|
表2 煤磨系统主要工艺操作参数
|
另外,CO气体的监测、报警也是用于煤磨安全运行的一种措施。表3为煤磨系统在正常运行时的抽样检测结果。要求有一整套配备的降温、过滤、干燥等装置,需要严格的管理和维护。这样CO自动监测系统是能够起到预警作用的。
表3 正常运行时煤磨系统抽样检测结果 (%)
|
||||||||||||||||||||||||||||||||||||
如果条件允许,煤磨系统采用窑尾预热器排出的废气作为热源,其氧含量在6%~10%、气体温度300~340℃之间,使系统在惰性气氛下操作更安全。
3 采用灭火装置
在我国有些水泥厂由于资金和管理等诸多原因,煤粉磨系统只是简单的配备几个泡沫灭火器,有的连这个都做不到,这是非常不可取的。煤粉磨系统防燃、防爆应配有温度预警装置和CO2自动灭火装置。当CO2在空气中的浓度达30%~40%时,一般可燃物质的燃烧能窒息;40%~50%时,能抑制汽油蒸汽以及其它气体的爆炸。对于煤粉尘而言,CO2含量在50%能够抑制其燃爆。CO2自动灭火装置由固定的CO2供给源,通过与之相连的带喷嘴的固定管道,向被保护设备直接释放CO2灭火剂。图4为国内某水泥厂煤粉制备工艺所配备的CO2自动灭火装置。
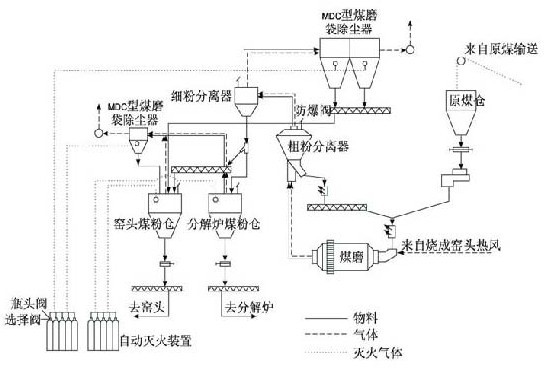 |
图3 某水泥厂煤粉制备工艺系统
该装置的启动分为手动和自动两种。一般都使用手动式,但当室内无人时,可以转换为自动式。当采用自动式时,探测器(感温和感烟探头)在探测到发生火灾后,即发出声响报警,并通过控制盘打开启动容器的瓶头阀,放出起动气体来打开选择阀和CO2贮存钢瓶的瓶头阀,从而放出CO2灭火。当采用手动式时,则直接打开手动起动装置,按下按钮,接通电源,仍按以上程序放出CO2灭火。从图中可以看出粗粉分离器以及细粉分离器,煤粉仓上都配备了防爆阀,一旦有危险防爆阀先破裂,从而使设备和人身得到保护。
3 结束语
水泥企业煤粉磨系统的防燃、防爆是一项系统工程。从操作到设备管理都要制订严格的规章制度。严格按章办事,只有这样,煤粉磨系统及煤磨除尘器才能长期安全、稳定、高效运行。

使用微信“扫一扫”功能添加“谷腾环保网”




