


煤化工厂废水处理系统优化改造
攀钢煤化工厂废水处理系统于2006年6月投用,采用 A2/O3工艺,设计处理能力150 t/h。在调试运行过程中发现系统抗冲击负荷能力不足,运行稳定性不强,水解酸化单元作用不明显,反硝化单元停留时间不足等问题。2008年3月煤化工厂对该系统进行了改造,改造后的工艺为A/O2+生物接触氧化工艺。改造后,系统稳定性和抗冲击能力明显加强,出水水质稳定,生化系统出水NO3-N≤15 mg/L,COD≤ 150 mg/L。
1 攀钢煤化工厂废水水质
攀钢煤化工厂废水主要来源:一是剩余氨水,它是在煤干馏及煤气冷却中产生的废水,其水量占焦化废水总量的一半以上,是废水的主要来源;二是在煤气净化过程中产生的废水,如煤气终冷水和粗苯分离水等;三是在焦油、粗苯等精制过程中及其他场合产生的废水。攀钢煤化工厂废水全部进行蒸氨,然后进入废水处理系统。通过GC-MS对攀钢煤化工厂废水水质进行了成分分析,见图1。由图可见由于该厂没有溶剂脱酚等设施,废水中主要含酚类物质、喹啉、吡啶等。通过检测发现该废水可生化性较好,基本在0.5左右。
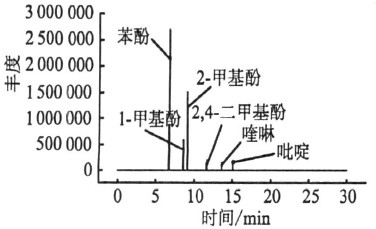 |
| 图1 攀钢煤化工厂蒸氨废水色谱-质谱 |
2 改造后的工艺流程
攀钢煤化工厂废水处理系统改造后工艺流程如图2所示。生化处理系统采用A/O2+生物接触氧化工艺。
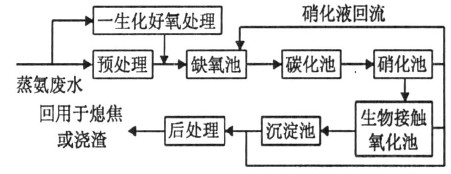 |
| 图2 煤化工厂废水处理系统工艺流程 |
考虑到该厂废水COD较高,平均在4 g/L左右,通过稀释的手段降低COD极不经济,且影响系统处理负荷的提升, 因此将该厂1套旧的废水处理设施(一生化)与该套系统串联运行,使部分废水到一生化进行好氧处理,处理后的废水作为稀释水进入废水处理系统,控制系统进水COD<2 500 mg/L。由于缺氧段设计停留时间偏短,仅8 h,因此将硝化液回流到原水解酸化池,转为缺氧池使用,同时在池内增设弹性填料。缺氧池主要负责反硝化,将废水中的硝酸根、亚硝酸根还原为氮气;碳化池主要负责有机物的去除,以碳化菌为主;硝化池为一级硝化反应,以亚硝化菌、硝化菌为主;生物接触氧化池为二级硝化反应,进一步氧化,防止出水亚硝酸根的累积,减少出水的毒性。
3 系统运行控制及效果
3.1 进水水质及各单元池控制参数
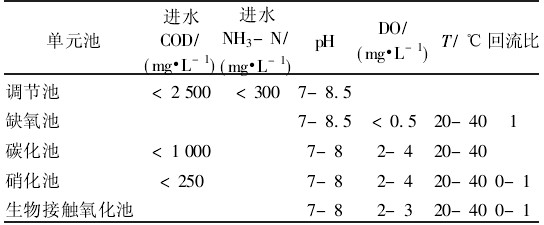
系统运行参数见表1。
| 表1 系统运行参数 |
 |
4 改造前后生化处理系统出水水质情况对比
5 结论
参考文献

使用微信“扫一扫”功能添加“谷腾环保网”
如果需要了解更加详细的内容,请点击下载  煤化工厂废水处理系统优化改造.rar
煤化工厂废水处理系统优化改造.rar
下载该附件请登录,如果还不是本网会员,请先注册




