


混凝-生化法处理表面活性剂废水
0概述
广州某大型日用化工厂的主要产品有香皂、洗洁精、洗衣粉等日用洗涤用品,其生产综合废水来自5个生产车间和少量生活污水,这5个生产车间分别是洗衣粉、磺化、甘油、香皂、液体洗洁精车间,其中香皂车间洗罐水的水量最大。这些废水组成复杂,含有大量的表面活性剂LAS、油、TP,且排放不均。总结工厂1999年1~5月的运行记录得到工厂的水质水量如表1。
| 表1 废水水质水量 |
 |
工厂原有废水处理装置采用好氧曝气工艺,因处理过程中产生大量的泡沫而无法正常运行,COD去除率停留在30%左右,不能满足水质排放要求。1994年,工厂决定新建一套废水处理系统,我们采用混凝 水解酸化 接触氧化工艺处理该厂废水取得了成功,处理后出水达到了《广州市污水排放标准》(DB4437-90)二级新改扩标准。
1工艺流程的确定
由上述水质看出,废水浓度较高,其中LAS的含量很高,处理过程中消泡的问题十分突出。我们通过小规模研究试验,确定通过混凝吸附沉淀的方法能有效去除废水中的大量悬浮物和胶体成分,同时去除大部分的LAS。混凝后的废水通过控制废水的停留时间,使其停留在厌氧处理的水解酸化阶段,废水中复杂的有机物被转化成较为简单的有机物,LAS的结构性能发生改变,降低废水的发泡性能。厌氧出水进行接触氧化处理,使LAS和COD得
到彻底处理,小试结果表明在最优的试验条件下,选用PAC作混凝剂,混凝处理可以去除60%的COD、85%的LAS、90%的TP,水解酸化可再去除10%的COD和7%的LAS,这样,混凝和水解酸化共可去除约70%的COD和92%的LAS,对抑制泡沫有重要的作用,同时使废水的BOD/COD由原废水的0 .30提高到0 .80,废水的生物降解性能得到了明显的提高。根据小试的结果和有关参考文献,提出了混凝 水解酸化 生物接触氧化工艺,设计水量为1500m3/d,COD为1200mg/L。
2废水处理设计
2.1 废水处理工艺流程
| 图1 废水处理工艺流程 |
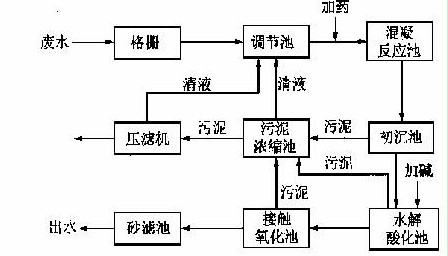 |
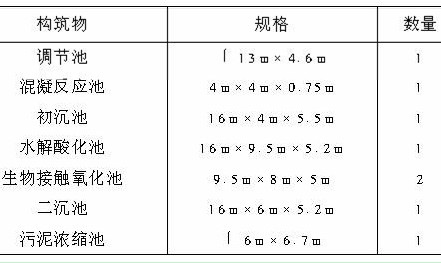
废水处理流程见图1,废水经格栅拦截杂物后进入调节池,由潜水泵提升到混凝反应池,无机混凝剂PAC和有机絮凝剂CG-A由计量泵泵入提升管道与废水进行有效地混合,混凝反应器采用平推流式,反应渠的截面积逐渐增大以实现渐减混凝。然后废水进入沉淀池完成固液分离,清液在进入水解酸化池前视水质情况加碱调节到pH在8~9之间,经过水解酸化、接触氧化、砂滤后出水。各工艺段排放的污泥统一进入污泥浓缩池,经浓缩压滤后泥饼外运。2.2 主要构筑物(见表2)
| 表2 主要构筑物 |
 |
3 设计特点
(1)由于该厂生产过程排放废水很不均匀,水质水量变化很大,所以本设计的调节池容积较大,可以容纳10h的废水量,同时调节池安装有SR4640型大功率水下搅拌器,以达到均匀水质的目的。
(2)为了提高水解酸化池的生物量,在池中安装有PWT型平面网状填料。为了强化传质效果,在池中垂直安装有2台水下搅拌机。
(3)生物接触氧化池采用两级接触氧化工艺,安装梅花型立体填料,2个好氧池可采用并联和串联两种方式,视水质和出水标准要求实现切换。生物接触氧化池表面安装有筛网进行机械压泡,上部还安装有喷淋水装置。
(4)为了适应不断提高的环保标准,在砂滤池后为废水的深度处理预留了空间,可以实现进一步除磷和废水消毒。
(5)整个过程自动化程度较高,对调节池液位及其pH,水解酸化池pH,接触氧化池的通气量、排泥系统实行了计算机监控,并设置了先进的报警系统,整套系统具有较高的工作效率,为工人提供了良好的工作环境。
3处理效果
整个工程于1996年5月开始动工,1998年10月建成并试运行,1999年1月通过广州市环保局组织的验收,到目前运行状况一直良好。期间由于工厂生产状况的变化,水质水量发生了一些变化,表现在香皂废水量减少,合成洗涤剂废水量增加,导致混凝最佳pH条件由7. 0~8 .0变化到6 .0,工厂加强了水质监测,我们及时调整了工艺参数,使处理效果一直保持良好。1999年1~5月份运行结果见表3。表3的结果表明出水指标达到了《广州市污水排放标准》(DB4437-90)二级新改扩标准。
| 表3 各处理构筑物出口主要污染物平均浓度 |
 |
1999年6月份以来,随着工厂清洁生产意识的增强和废水站管理技术水平的不断提高,香皂废水由于含碱量高被重新回用于香皂生产,工厂的废水水量和水质发生了很大的变化,废水平均水量减少到1050m3/d,COD平均降低到850mg/L,废水站停止了混凝加药,采用沉淀净化和生化处理,出水水质也达到了排放标准。说明整套废水处理系统对该厂表面活性剂废水具有较强的处理能力,满足了该厂的需要。污泥经压滤机处理后含水量为75%,每天污泥的产量在1 .8t左右,由清洁车辆输送到垃圾填埋场填埋
4 运行成本与效益分析
废水处理系统连续稳定运行近一年来,经初步核算,废水处理费用为0. 96元/m3废水,污泥处理过程中添加有阳离子脱水剂,使用量约为0 .25%(以干污泥计),加上污泥的运输等费用,折合为0 .35元/m3废水。即总体运行费用是1 .31元/m3废水。
该工程投产后,每年排入珠江的COD可减少约320t,BOD减少110t,SS减少90t,从而大大减轻对珠江的污染程度,使水源区的环境状况得到很大的改善,由于出水达到标准,节省了大量的排污费,具有较好的环境效益和经济效益。
5结论
(1)混凝-水解酸化 -生物接触氧化工艺应用于高浓度表面活性剂废水处理是成功的。废水COD由1056mg/L降低到95. 4mg/L,平均去除率为91 .0%,LAS由56 .6mg/L降低到3 .74mg/L,平均去除率为93. 4%。
(2)本工程设计依据充分,设计合理,运行管理给自动化程度高,操作管理方便。
(3)调节池设计合理(调节时间10h),可以较好地均匀水质,调节水量,减少冲击负荷的影响,为后段处理提供了可靠的保证。
(4)原废水经过混凝处理,可以去除大部分的悬浮物和胶体物质,从而大大降低了废水的COD和LAS,为解决泡沫问题提供了有利条件。经过水解酸化处理,剩余LAS的53 .3%得到去除,同时使废水的BOD/COD上升到0 .72,为生物接触氧化处理提供了良好的条件。
参考文献
1王连生.有机污染物化学.北京:科学出版社,1991
2余淦申.生物接触氧化处理废水技术.北京:中国环境科学出版社,1991
3朱月海.投药和混合技术.北京:中国环境科学出版社,1992
4申立贤.高浓有机废水厌氧处理技术.北京:中国环境科学出版社,1991
5肖锦.混凝 不完全厌氧 接触生物氧化法处理高浓度有机废水技术.工业水处理,1994,14(5):20~22

使用微信“扫一扫”功能添加“谷腾环保网”




