


MAP化学沉淀法处理氨氮废水的工艺研究
摘要: 以氯化镁和磷酸氢二钠为沉淀剂, 研究了磷酸铵镁(MAP)化学沉淀法去除模拟废水中氨氮的工艺条 件。结果表明: MAP 化学沉淀法对初始质量浓度为500 ~ 10 000 mg / L 的氨氮废水有很好的适应性, 能达到去除 水体中高浓度氨氮的目的。氨氮初始浓度、pH 值、反应温度、反应时间、沉淀剂投加比例等操作条件, 对氨氮 的去除率有明显影响, 在实际操作中, 控制反应温度为25 ~ 35 ℃, pH 值为10, 镁、氮、磷的量比为1.2 ∶ 1 ∶ 1.2 较适宜, 在此条件下反应20 min, 对初始质量浓度为1 000 mg / L 的氨氮废水的去除率达98.7%。
关键词: 氨氮废水; 沉淀; 磷酸铵镁
氨氮是水相环境中氮的主要存在形态, 是引起 水体富营养化和污染环境的一种重要污染物质, 目 前我国几乎所有的受污染水域中, 氨氮都是主要污 染物之一。由氨氮污染而导致的水体富营养化问题 已严重危害农业、渔业及旅游业等诸多行业, 也对 饮水卫生和食品安全构成了巨大威胁, 成为制约我 国经济发展的重要因素。
目前常用的氨氮废水处理技术包括活性炭或 沸石吸附法、空气吹脱法、生物脱氮法及化 学沉淀法 等, 但在实际应用过程中, 这些处理方法受到种种因素的制约, 有其特定的适用范围或局限性。
化学沉淀法处理氨氮废水则具有工艺简单、处 理对象广泛及沉淀物可做肥料等优势,该法已日益受到重视,得到了国内外学者的广泛研究。其原理 是往含氨氮废水中加入沉淀剂MgCl2 和Na2HPO4,与NH4+ 反应生成MgNH4PO4·6H2O 沉淀( 简称 MAP), 从而实现从废水中去除氨氮污染。
化学沉淀法已有工业化应用的范例, 但沉淀工 艺条件, 如pH 值、沉淀药剂、反应时间等, 对氨 氮去除效果有很大影响。为此, 本文以实验室模拟 氨氮废水作为研究对象, 系统考察各种操作条件对 氨氮去除效果的影响, 以期指导实际生产。
1 材料与方法
1.1 试验水质与方法 用定量NH4Cl(AR)配制体积200 mL、NH3-N 浓度一定的模拟废水, 并依次投加定量的Na2HPO4 (AR)及MgCl2(AR); 恒温下磁力搅拌一定时间, 并在反应过程中用浓度为5 mol / L 的NaOH 溶液调 节反应体系至预定pH 值; 反应结束后静置一段时 间, 取上清液测定N、P, 以计算氨氮去除率及剩 余浓度等。
1.2 分析方法
氨氮用纳氏试剂光度法测定, PO43--P 采用钼 锑抗分光光度法测定。
2 结果与讨论
2.1 氨氮初始浓度的影响
图1表示氨氮初始质量浓度在500 ~ 10 000 mg / L 范围内变化时对氨氮沉淀效果的影响, 其中 试验固定条件: 温度为25 ℃、pH 值为10、沉淀 剂添加比例n(Mg) ∶ n(N) ∶ n(P) = 1 ∶ 1 ∶ 1、反应时间20 min。
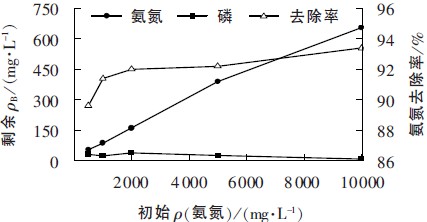 |
| 图1 氨氮初始浓度的影响 |
图1表明, 当氨氮初始质量浓度为500 mg / L 时, 氨氮的去除率是89.6%, 且随初始浓度的增 加, 氨氮的去除率逐渐升高。由此可见以MAP 化 学沉淀法处理氨氮废水时对其初始浓度有广泛的适 用性, 而且适合于处理高氨氮浓度废水。同时也可 看出, 当氨氮初始质量浓度是2 000 mg / L 时, 剩 余氨氮的质量浓度为159.5mg / L, 初始质量浓度为 10 000 mg / L 时, 剩余氨氮的质量浓度则更高, 达 656.6 mg / L, 这显然不能达到排放标准。因此认 为, 考虑到生物法无法适应高浓度氨氮废水的缺 点, 可以利用MAP 化学沉淀法与生物法结合, 即 以沉淀法作为生物法的预处理, 将高浓度的氨氮降 到适宜于生物处理的浓度, 再采用生物法处理。
2.2 pH 值的影响
图2 表示pH 值的影响, 试验固定条件: 氨氮 初始质量浓度1 000 mg / L、温度25 ℃、沉淀剂添 加比例n(Mg) ∶ n(N) ∶ n(P) = 1 ∶ 1 ∶ 1、反应时间20min。
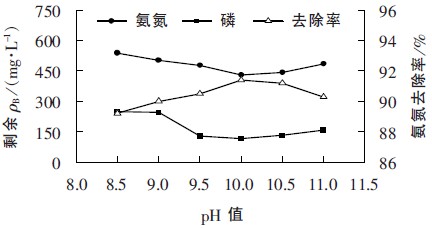 |
| 图2 pH 值的影响 |
图2 表明, 当反应体系的pH 值在9~11 时, 氨氮的去除率超过90%, 且相差不大, 即此pH 值 范围内有利于MgNH4PO4 沉淀的生成。理论上来 说, 当pH < 8 时, 磷以PO4 3- 形式存在的比例很 小, 主要以HPO4 2 - 的形式存在, 从而不利于 MgNH4PO4 的生成; 当在强碱性溶液中, 磷则易形 成更难溶的Mg3(PO4)2 沉淀, 如pH > 11 时, 还会 形成Mg(OH)2 沉淀。从试验结果来看, 控制pH 值为10 时, 氨氮的去除率最高, 达91.4%, 且剩 余磷浓度最小, 因此控制溶液体系pH 值为10 较 为适宜。
2.3 反应时间的影响
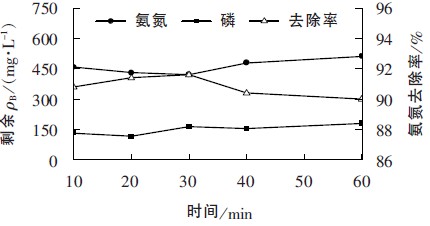 |
| 图3 反应时间的影响 |
图3 表示反应时间的影响, 试验固定条件: 氨 氮的初始质量浓度为1 000 mg / L、温度为25 ℃、 pH 值为10、沉淀剂添加比例n(Mg) ∶ n(N) ∶ n(P) = 1 ∶ 1 ∶ 1。 图3 表明, 当反应时间为10 min 时, 氨氮去 除率已达90.8%; 将反应时间由10 min 延长至60 min, 对氨氮的去除率几乎没有影响, 均为90% 左 右。因此, 在反应进行10 min 后, 沉淀反应已基 本完成, 为保证沉淀反应充分完成, 反应时间以20 min 较为适宜。
2.4 温度的影响
2.5 沉淀剂投加比例的影响
2.6 镁盐种类的影响
3 结论
(1) 根据一系列单因素的试验结果得出了最优 工艺条件: 反应温度为25 ~ 35 ℃, pH 值为10, 镁、氮、磷的量比为1.2 ∶ 1 ∶ 1.2。在此条件下处理 初始质量浓度1 000 mg / L 的氨氮废水, 反应20 min, 氨氮质量浓度可降至10.4 mg / L, 去除率达 98.7%, 剩余磷的质量浓度为91.9 mg / L。
(2) MAP 化学沉淀法在处理高浓度的氨氮废 水时有很好的适应性, 具有反应速度快、氨氮沉淀 完全及操作简单等优势。
(3) MAP 化学沉淀法的最大不足之处是沉淀 药剂(磷盐及镁盐)和调节pH 值的碱价格较贵, 使 得实际应用时处理成本高而制约其应用, 下一步工 作的重点应是解决沉淀剂的循环使用问题, 以降低处理成本。

使用微信“扫一扫”功能添加“谷腾环保网”
如果需要了解更加详细的内容,请点击下载  MAP化学沉淀法处理氨氮废水的工艺研究..rar
MAP化学沉淀法处理氨氮废水的工艺研究..rar
下载该附件请登录,如果还不是本网会员,请先注册




