


高浓有机污水处理工艺及后续方案设计
摘要: 厌氧发酵是处理工业废水的关键技术之一。本文从污水处理的条件及目标出发, 设计了一种有机污水处理方案, 对其工艺中的加药单元、厌氧反应单元、净水单元、沼气处理单元的机理和流程分别做了详细介绍。特别是对其核心单元-厌氧反应器提供了结构和原理简图。经过该工艺处理后CODCr 500 mg / L; BOD5 280 mg/ L; 为了达到国家要求的排放标准, 介绍了CASS 工艺和MBR 法两种后续工艺, 并将它们与氧化沟法和活性污泥法进行了比较。
关键词: 污水处理; CODcr ; BOD5
0 引言
在隔绝氧气的条件下, 菌群通沼气进行发酵, 将废水中的有机物转化成CO2 和甲烷的混合气体, 即厌氧发酵。厌氧发酵技术有了很好的发展, 不仅涉及处理农业的废料、生产沼气能源、减少环境污染、提高肥效; 现已经发展到处理工业废水包括制浆造纸厂的蒸煮废液、漂白废水和白水[ 1] 。污水处理过程主要和进出水质、产量、温度以及地方的气候和地质条件有关。下面介绍一种厌氧发酵的污水处理工艺流程。
1 污水处理的条件及要求达到的目标
一级处理是采用物理方法, 主要通过格栅拦截、沉淀等手段去除废水中大块悬浮物和砂粒等物质。这一处理工艺国内外都已成熟, 差别不大, 所以从二级处理开始进行研究讨论。污水处理厂总建设规模按18 000 m3 / d 设计, 具体设计时取 1. 2 倍的变化系数。
设计进水水质为: CODCr = 3 000 mg/ L; BOD5= 900 mg/ L; TSS = 200 mg / L; AOX = 30 mg/ L; pH= 3. 5~ 5. 5; t= 50℃。
污水处理厂出水水质应达到: CODCr 500 mg / L; BOD5 200 mg/ L; T SS 70 mg/ L; AOX= 15 mg/ L; pH= 6~ 9。
2 工艺流程
采用厌氧处理工艺, 该工艺的核心部分是厌氧反应器技术, 其内部的良好稳定情况决定混合效果[ 2] 。其主要工艺流程为: 污水先经冷却器 ( E01) 冷却到一定温度( 约43℃) 后进入集水池 ( T01) , 然后自流进入调节池( T02) , 调节池( T02) 自流进入循环水池( T03) , 循环池水经由进料泵 P01A/ B、P02A/ B 泵入厌氧反应器( R01) , 厌氧反应器出水自流至中水缓冲池( T04) 。经缓冲池 ( T04) 沉淀后的废水经出水槽排放。厌氧反应器底部的含污泥量较多的污水进入污泥浓缩池, 然后用污泥泵泵至压滤机进行压滤[ 3] ; 厌氧反应器顶部的沼气通过净化收集后, 可以通过燃烧器燃烧。
3 工艺流程分段描述
污水处理厂整体工艺包括加药单元、沼气处理单元、净水单元、厌氧反应单元等, 现对各工艺单元进行详细描述。
3. 1 加药单元
加药单元的工艺流程图如图1 所示, 它主要由以下设备组成:
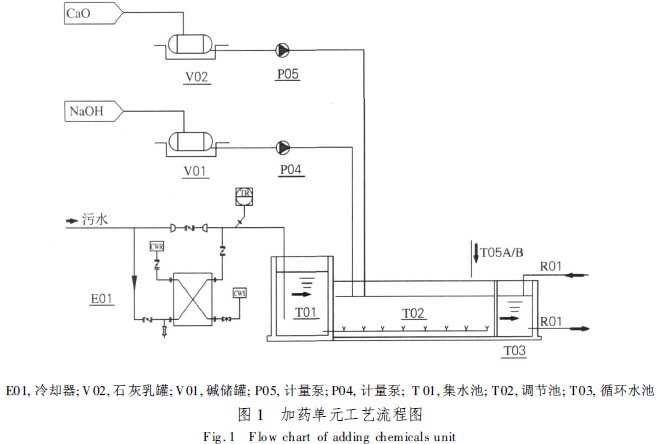 |
( 1) 冷却器( E01)
车间来废水由厂内直接输送至冷却器 ( E01) 。不需冷却时, 通过冷却器进水管道前的旁通阀门直接输送至集水池( T 01) , 若来水温度过高, 则需要经冷却器冷却, 冷却后的废水出水温度控制在43℃左右。
( 2) 集水池( T01)
集水池用来收集废水, 沉淀一部分有机物质, 内有格栅, 可以拦截大量的悬浮物。废水从集水池( T 01) 靠重力流入调节池( T02) 。
( 3) 调节池( T02)
调节池( T 02) 用来添加化学药品, 控制其pH 值于中性范围, 以达到厌氧所需要的条件, 并接收污泥浓缩池( T 05) 上层的污水。调节废水的水质水量, 使各车间间断排出的不同水质、不同浓度、不同温度和不同流量的废水得到均一, 以保证整个废水处理系统的平稳安全运行。
( 4) 循环水池( T 03)
从调节池( T02) 溢流过来的水与厌氧反应器 ( R01) 溢流的污水进行混合, 然后由厌氧进料泵泵入厌氧反应器( R01) 。
( 5) 碱储罐( V 01)
碱储罐( V01) 储存质量分数为30% 碱液。该罐有排空管, 并由一台碱计量泵( P04) 向调节池 T02 投加NaOH 以控制其pH。
( 6) 石灰乳罐( V02)
石灰乳罐( V02) 储存石灰乳。通过计量泵 P05 将配制好的溶液打入调节池以增加废水厌氧所需的营养。工艺安排中只选择V01 或者V02 即可。
3. 2 厌氧反应单元
厌氧反应单元的工艺流程图如图2 所示, 它主要有以下设备组成:
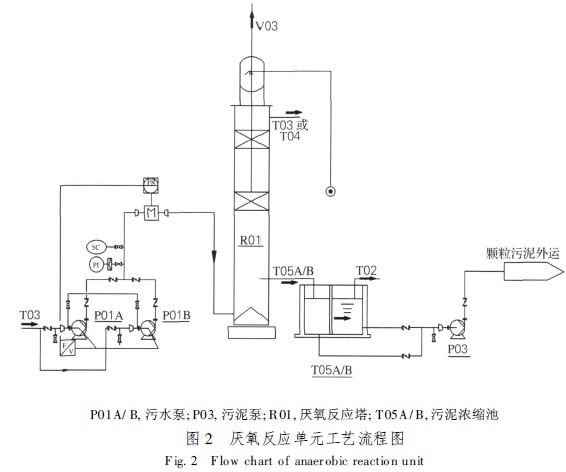 |
( 1) 污水泵( P01A/ B)
将T 03 循环水池的污水打入厌氧反应塔。该泵周围的控制单元比较多, 主要是对泵的输出流量控制, 也就是对泵的电机实现变频控制。
( 2) 污泥浓缩池( T05A / B)
从厌氧反应器( R01) 的底部出来的污水含有大量的污泥, 在浓缩池可以很好地沉淀。池内的污泥用污泥泵P03 泵至压滤机进行压滤。经压滤机脱水处理后污泥中的干物质浓度可上升至约 20% 。浓缩池的上层的污水返回到调节池T02 循环处理。
( 3) 厌氧反应器( R01)
这是整个污水流程的核心单元, 其结构和原理简图如图3 所示。废水自循环池( T03) 从厌氧反应器( R01) 的底部被泵入, 在厌氧反应器内发生生物反应把高浓度废水中大量的COD 转化为沼气。
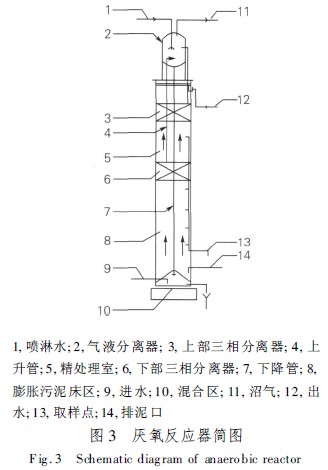 |
该厌氧反应器是内循环反应器, 专用于废水厌氧处理的一种反应器。在反应器内接种了可以把废水中的COD 转化为沼气的厌氧颗粒状污泥。
所产生的沼气是一混合气体其主要成分为甲烷气( CH4 ) 、二氧化碳( CO2 ) 及少量的硫化氢 ( H2S) 气体。
其主要过程可描述如下:
COD CH4+ CO2+ 新生厌氧污泥废水处理产生的沼气通过两级三相分离器分离并排出反应器。
内循环厌氧反应器可以看成叠在一起的2 个厌氧处理单元组成, 其中一个为高负荷反应单元, 另一个为低负荷反应单元。其特点是在一个竖高的反应器中分2 步将沼气分离。沼气在第一步首先聚集并产生气提作用引发内循环流, 反应器因此而得名。进水( 12) 经配水系统泵入反应器, 在配水系统中进水, 循环的污泥和出水得到良好地混合( 10) 。在反应器第一个反应区有一颗粒污泥膨胀床, 在此处大多数的COD 被转化为沼气。
在该反应区内所产生的沼气由每一级三相分离器收集并由此产生气提作用携带水和污泥经上升管 ( 4) 至反应器顶部的气液分离器( 2) 之中, 在这里沼气从泥水混合物中分离出来并离开反应器 ( 11) 。泥水混合物通过中心下降管( 7) 直接向下流至反应器的底部, 如此形成内部循环流。
第一反应区的出水进入第二反应区进行进一步处理, 第二反应区称之为低负荷区( 5) , 在此去除剩余的可生化降解的COD。在上部反应室区所产生的沼气由上部的三相分离器( 3) 所收集, 同时厌氧处理出水经溢流堰( 12) 离开反应器。为防止泡沫积累( 如果有的话) , 在气液分离器( 2) 设一喷淋水喷头( 1) 用于喷淋消泡。
从厌氧反应器溢流出的已经厌氧处理的废水依靠重力进入下一工序处理。
3. 3 净水单元
净水单元的工艺流程图如图4 所示, 它主要有以下设备组成:
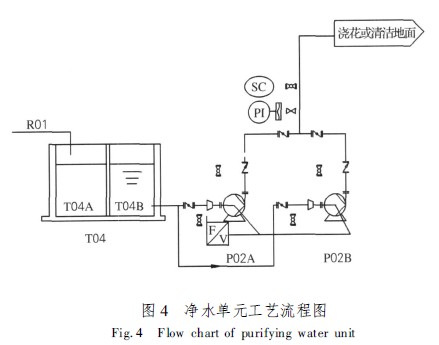 |
中水缓冲池( T 04)
从厌氧反应器( R01) 出来的水自流至中水缓冲池( T04A) , 然后经过沉淀一部分颗粒物后自流入缓冲池( T04B) , 最后进入出水槽, 出水排放, 可以用来浇花或者清洁地面。
3. 4 沼气处理单元
沼气处理单元的工艺流程图如图5 所示, 它主要有以下设备组成:
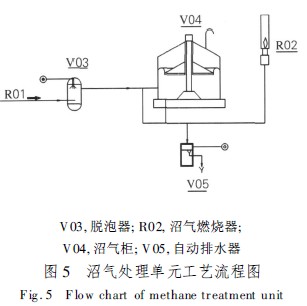 |
在厌氧反应器中会产生沼气。沼气的产气量由施加给厌氧反应器的COD 负荷来决定。较高的COD 负荷则产生较高的气量。沼气位于厌氧反应器顶部的脱气罐收集以进一步处理。
( 1) 脱泡器( V 03)
用于脱去沼气经过脱泡器所产生的泡沫。
( 2) 沼气柜( V04)
产生的沼气由厌氧反应器顶部的脱气罐所收集, 然后排至沼气柜中( V04) 。该沼气柜的壁由经防腐处理的碳钢组成并带有一可活动的浮顶, 浮顶上设置混凝土配重使沼气系统中保持250~ 300 mm H2O 的压力。
( 3) 沼气燃烧器( R02)
该工艺产生的沼气由沼气柜排至一沼气燃烧器( R02) 处理。燃烧器通过沼气柜( V04) 的气位自动操作, 如果沼气储气柜的气位到一设定点由点火阀自动打开且点火器自动点火。如果温度探头监测到高温则说明点火火苗已被点燃。
( 4) 自动排水器( V05)
从厌氧反应器产生的沼气饱和水汽, 当沼气温度下降时会冷凝析出水。这些冷凝水由自动排水器( V05) 分离收集, 在冷凝水收集罐中设有水封来用于防止沼气从排水管泄漏( 排水来自沼气管路) 。
3. 5 工艺的故障及分析
本工艺主要针对COD 和BOD 的指标下降来进行设计, 所以要联系生产实践来按照该工艺进行适当调整。整个工艺流程的心脏是厌氧反应器, 所以必须保证它的正常启动和运行。首先需要保证一定数量的厌氧颗粒污泥, 如果接种的污泥量不足则将花费更长的时间才能达到最终设计的负荷率。其次, 废水处理厂进水水质的改变总会影响厌氧反应器系统的运行效果, 因此有必要了解废水的特征改变的情况, 如此才可以采取预防措施。若进水不处于厌氧反应器的适宜范围, 则会损害或抑制厌氧污泥并降低反应器的运行效率[ 4] 。
从整个工艺来看, 如果在运行中工艺不正常, 通常可以从下面的原因进行分析: ( 1) 进水的pH 值超出最佳范围; ( 2) 存在有毒物质; ( 3) 在生产过程中化学品的改变; ( 4) 污泥床混合不均匀; ( 5) 反应器温度过高或过低; ( 6) 有机负荷过高; ( 7) 营养物不足; ( 8) 痕量元素不足; ( 9) 预酸化度超出范围; ( 10) 进水中颗粒物浓度过高; ( 11) 进水中含有脂肪、油和油脂; ( 12) 进水中钙浓度过高。通过一一排除, 综合考虑, 最终可以得到异常原因, 从而解决。
4 后续处理工艺
本工艺认为经过处理后CODCr 500 mg/ L; BOD5 280 mg/ L; 但是不能达到国家要求的排放标准, 所以需要增加后续工艺, 主要介绍如下2 种方案。
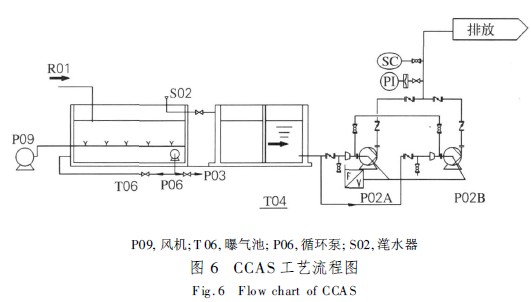
4. 1 CCAS 工艺
CCAS 工艺流程如图6 所示, 即连续循环曝气系统工艺( Continuous Cycle Aeration System) , 是一种连续进水式SBR 曝气系统。这种工艺是在 SBR( Sequencing Batch Reactor, 序批式处理法) 的基础上改进而成。经过CCAS 工艺处理后, 可以使本工艺的指标下降很多, CODCr 100 mg/ L; BOD5 30 mg / L, 从而达到排放标准。整个工艺由充气-曝气、充水-泥水分离、上清液滗除和充水- 闲置等4 个阶段组成, 并形成一个周期。与SBR 工艺不同的是, CASS 工艺在沉淀阶段不仅不停止进水, 而且污泥回流也不停止。工艺流程改进的方法主要是在反应器R01 和中水缓冲池T04 中间加了一个曝气、沉淀系统。
 |
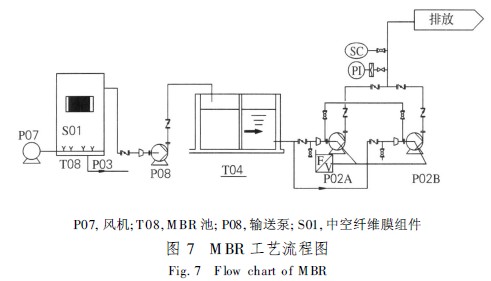
4. 2 膜生物反应器(MBR) 工艺
膜生物反应器( MBR) 工艺流程如图7, 它集给水处理的膜法和污水处理的活性污泥法2 种技术于一体, 作为一个单元兼具有过滤机理和生化作用两大特点, 所以出水水质非常稳定, 其中 CODCr 60 mg / L; BOD5 15 mg/ L。它具有如下显著特点[ 5] : ( 1) 工艺流程简单。它将传统流程中的曝气池、二沉池和污泥浓缩池的功能集MBR 池于一体, 然后将膜浸没到MBR 池中, 生化后过滤出水, 工艺简单易于管理; ( 2) 节省占地。由于工艺流程简单, 处理单元少, 水力停留时间小于传统活性污泥法, 所以池容小, 结构紧凑; ( 3) 整套设备对有机污染物COD 去除率达90% 以上, 几乎不需排泥。由于该设备可以在污泥质量浓度 10 g/ L 以上运行, 有机负荷比传统生物处理更低, 有机污染物在高污泥浓度的MBR 池得到较为彻底的分解, 所以剩余污泥几乎没有。
 |
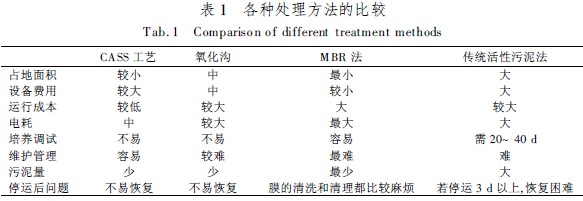
为了达到出水水质的要求, 主要指COD 和 BOD 的指标达到排放的标准, 可以在厌氧工艺的基础上采取许多后续方案。上面只是介绍了2 种比较先进的方法, 有时根据实际需要, 也可以采用其他方法, 如氧化沟甚至传统活性污泥法。
表1 是几种方法的比较。
 |
5 结 论
本厌氧法污水处理工艺主要包括加药单元、沼气处理单元、净水单元、厌氧反应单元等, 使 CODCr 从3 000 g / L 降到了500 g/ L。为了达到国家的排放标准, 对该工艺采取了后续处理, 一种是CA SS 工艺, 一种是MBR 法, 同时这2 种方法也跟氧化沟法和传统活性污泥法进行了比较。总之, 污水处理可以单独使用上述其中一种方法, 也可以有多种方法的组合, 具体方案的设计需要根据进出水质的要求、占地面积、设备费用、运行成本、培养调试以及维护管理等方面综合考虑来确定。
参考文献:
[ 1] 刘秉钺, 曹光锐. 制浆造纸节能技术[ M] . 北京: 中国轻工业出版社, 1999: 101-112.
[ 2] 陈克复. 纸浆造纸机械与设备: 上[ M] . 北京: 中国轻工业出版社, 2005: 361-409.
[ 3] 中国轻工总会. 轻工技术装备手册: 一卷[ M] . 北京: 机械工业出版社, 1995: 235-284.
[ 4] 污水处理工艺及工程方案设计[ M] . 北京: 中国建筑工业出版社, 2004: 73-88.
[ 5] 沈耀良. 废水生物处理新技术[ M] . 北京: 中国环境科学出版社, 2006: 63-74.

使用微信“扫一扫”功能添加“谷腾环保网”




