


浅析MSBR污水处理工艺及自动化控制
摘要:结合某污水处理厂介绍了一种MSBR污水处理工艺,该工艺是一种改良型SBR工艺,具有流程简洁、控制灵活、单元操作简单而且占地省等特点,并介绍了该污水处理工艺的计算机自动控制方案。
关键词:污水处理,MSBR工艺,改良型,自动控制
1 引言
MSBR(Modified Sequencing Batch Reactor)是改良式序列间歇反应器,是C.Q.Yang等人根据SBR技术特点,结合传统活性污泥法技术,研究开发的一种更为理想的污水处理系统。该工艺采用单池多格方式,结合了传统活性污泥法和SBR技术的优点。不但无需间断流量,还省去了多池工艺所需要的更多的连接管、泵和阀门。通过中试研究及生产性应用,证明MSBR法是一种经济有效、运行可靠、易于实现计算机控制的污水处理工艺。
2 工程概述
现有某污水处理厂总规模16万m3/d,近期8万m3/d,一期实施4万m3/d。该工程一期共设改进型MSBR池2 座,单座设计规模2万m3/d,钢筋混凝土结构,单座反应池平面尺寸58.9 m×42.1 m,有效水深6.2~8.0 m。
2.1 MSBR池体设计与优化
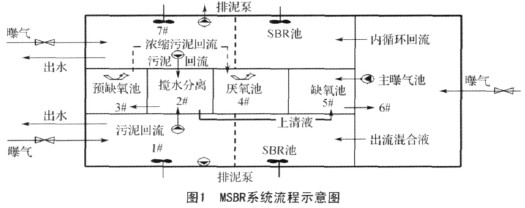
每座MSBR系统由7个单元组成,分设在反应池两侧的是SBR池,起着好氧氧化、缺氧反硝化、预沉淀和沉淀作用,内设管式微孔曝气器及潜水搅拌器,并在出水处设有浮渣收集管及空气堰;设在SBR池池壁上设有混合液回流泵将混合液回流至污泥重力浓缩池,重力浓缩池前端设有配水槽,混合液经浓缩后的活性污泥由底部进入缺氧池2,上清液(富含硝酸盐)则通过溢流堰及集水槽进入主曝气池;在缺氧池2中,不但回流污泥中溶解氧在本单元中被消耗,而且污泥中硝酸盐也被微生物的自身氧化所消耗,缺氧池2内设潜水搅拌器 1 台;缺氧池2和厌氧池壁板上设有2台污泥回流泵,原污水进入厌氧池后与从缺氧池2回流来的污泥在此进行充分混合,释放回流污泥中的磷酸盐,厌氧池内设潜水搅拌器1台;厌氧池的出水经过缺氧池1进入主曝气池,主曝气池设在反应池的一端,内设管式微孔曝气器,其作用是氧化有机物并对污水进行充分的硝化,让聚磷菌在本单元中过量吸磷;缺氧池1设在厌氧池和主曝气池之间,通过2台混合液回流泵回流主曝气池的混合液至缺氧1池进行生物除氮,为防止污泥沉底,缺氧池1 内设潜水搅拌器1台。如果不让混合液进入缺氧池1,则此时缺氧池1充当了厌氧池的作用,可用于强化除磷效果。
2.2 运行模式
每座改进型MSBR系统由7个单元组成,浓缩池、缺氧池1、缺氧池2、厌氧池、主曝气池始终处于连续运行状态,SBR池1和SBR池2交替运行,一个运行周期为 4 h,改进型MSBR池各单元运行状态如表1所示。
 |
其中各时段的持续时间为:时段1和时段4为40 min;时段2和时段5为50 min;时段3和时段6为30 min。
2.3 MSBR系统工艺流程图
MSBR系统工艺流程如图1所示。
 |
3 MSBR工艺的主要特点
(1)单池多格形式,主曝气单元在整个循环中相互替换作为序批反应器及沉淀池,从而保证系统连续进出水。
(2) 设置低扬程跨墙回流泵,增大曝气单元中的 MLSS浓度,降低了SBR单元的污泥层厚度,剩余污泥含固率高(>2%),省掉污泥浓缩处理单元,同时降低能耗。
(3)在主曝气单元之前增加缺氧单元,反硝化作用更高,能耗更低、污泥产量更小少。
(4)SBR单元由底部进水,污水通过高浓度污泥层进行反硝化作用及内源呼吸,污泥性能更稳定,污泥层兼起接触过滤作用、出水水质更好。
(5)完全自动化控制。
(6)不需加药可达到较好的脱氮除磷效果。
(7)占地面积少,运行成本低。
4 MSBR工艺自动控制系统的设计
该污水厂共有两座2万m3/d改进型MSBR池,考虑两座生化池独立运行,同时为了减少控制电缆和信号电缆的敷设,每座生化池各设一套现PLC现场控制分站,用于生化池的设备监控及有关工艺参量的采集,并通过交换机将其采集的信号通过工业以太网送至中心控制室的监控计算机。
4.1 主要设备和在线检测仪表
(1)浮筒搅拌器7台;(2)回流污泥泵5台;(3)剩余污泥泵2台;(4)电动阀2台;(5)电动调节阀2台;(6)超声波液位计1台;(7)溶氧仪3台;(8)污泥浓度计1台;(9)硝酸盐分析仪1台。
4.2 自动控制系统配置
控制系统采用两级分布式控制系统,第一级为监控计算机,设于中心控制室内,中控室监控计算机上安装有监控软件,可监控污水厂运行的全过程,完成控制事件、故障报警、历史数据、生产指标、历史趋势曲线的登录、储存、显示和查询;生成、打印各类生产运行管理报表。
第二级为现场控制分站,由一台PLC构成,每个PLC分站都有CPU模块、电源模块和I/O模块,均可独立运行。通过工业以太网与中控室连接。作为就地控制单元,主要有以下作用:
(1) 就地控制:PLC分站直接与工艺设备进行连接,可实现就地启、停,和可编程设置设备保护功能,当设备出现异常时可实现自动停机。
(2)就地显示:在每台PLC柜上配有10′彩色触摸屏,可以通过触摸屏查看设备运行情况或对设备进行控制操作。
(3) 数据上传:PLC分站能够自动识别本站地址,接受并执行中控室的有效命令,并将其采集的设备运行状况和仪表信号上传到中控室的监控计算机。
4.3 DO(溶解氧)的控制
生化池溶解氧DO是污水厂运行的一个重要参数,理论上达0.3 mg/L就基本上不影响生物的生理功能,但考虑到水质水量的波动,一般保证入口处0.5~1mg/L,出口处2~3 mg/L即可。 MSBR主曝气池与两个SBR池被认为是串联的、独立的池子,在每个单独的池子中,其混合液的耗氧量是不同的。因此将曝气池分为几个控制区,在1#、6#、7#池内各设了溶解氧在线分析仪,从而实现多点控制,按各控制区内所需的溶解氧浓度供气,从而使鼓风机基本上一直处于最经济合理的运行状态。
5 结语
MSBR工艺由于结合了传统A/A/O和SBR的优点,在污染物去除,尤其是氮和磷的同时去除上有较大的优势,出水水质优且稳定,同时具有流程简洁、控制灵活、单元操作简单而且占地省、投资和运行费用较低等特点。随着我国水环境治理的不断深入,中小型污水处理厂将会越来越多。MSBR基于其自身的众多优点,它必将在其中占有一席之地。到那时我国城镇污水处理厂的投资、能耗和运行成本将会越来越低,污水厂占地将会变小,将会有更多的环保型污水处理厂呈现在我们眼前。
参考文献
[1] 罗万申.新型污水处理工艺-MSBR[J].中国给水排水.1999(4)
[2] 秦小川.SBR污水处理工艺及自动化控制.2004年全国电气技术交流会论文集.2004(8)
[3] 袁明.MSBR工艺在小型污水处理厂设计中的运用 [J].安徽建筑.2008(4)
[4] 赵诚,王中琪,王成端,赵丽.MSBR法污水处理过程中的节能分析[J].节能.2007(11)

使用微信“扫一扫”功能添加“谷腾环保网”




