


UASB工艺在淀粉废水处理中的应用研究
摘要:某淀粉厂根据淀粉废水有机物浓度较高,可生化性好的特点,选择了“UASB反应器 +活性污泥曝气池+接触氧化池”处理工艺。UASB厌氧处理工艺去除了大部分有机物,减轻了后续好氧处理工艺的处理压力,达到较好的处理效果。运行结果表明,经该工艺处理后,废水中的COD、BOD 5等指标均能达标排放,有利于企业的可持续发展。
关键词:淀粉废水,UASB系统,活性污泥曝气池,接触氧化池
前言
某淀粉厂年产2万t小麦淀粉,排放的生产废水中含有大量的有机物,COD、BOD 浓度比较高。针对废水的水质特点,采用“UASB反应器+ 活性污泥曝气池+接触氧化池”相结合的工艺路线进行治理,经过一年多的稳定运行实践,出水各项指标均达到国家《污水综合排放标准》 (GB8978—1996)中二级标准。
1 废水水质分析
该厂产生的废水主要有两部分,一是生产废水,二是生活污水。其中生产废水来自生产线淀粉池上清水和离心机脱水,主要污染物为COD、BOD 等,污染物浓度较高。生产废水产生量为420 m 3/d。本项目生活污水产生量为8 m 3/d,污染物含量较低,主要为COD、BOD 等。生活污水由于与生产废水性质基本相同,都属于生化有机废水,采取和生产废水一并处理和排放。
综上所述,根据以上各种废水水量、水质特点,以上废水可以混合后进行综合处理。废水混合后水量为428 m /d,根据监测,综合废水水质为: COD:7 920 mg/L,BOD 5:4 430 g/L。
2 废水处理工艺
考虑到该厂废水为高浓度有机废水,主要污染物由碳水化合物组成,可采用厌氧——好氧相结合的处理工艺,厌氧是该工艺的主体,选择何种厌氧工艺又是关系到治理效果好坏的关键,现就几种厌氧工艺作一比较。
|
|
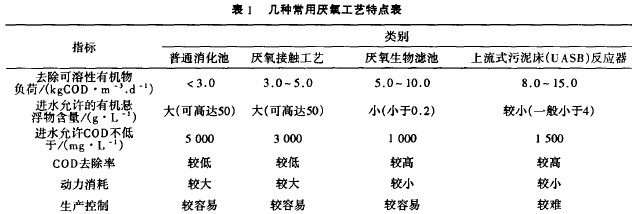

从上表不难看出上流式厌氧污泥床(UASB) 是比较优越的处理工艺,在较低的造价和能耗下不仅有较高的有机物容积负荷,而且有很高的处理效率。因此该厂选用上流式厌氧反应器作为工艺主体构筑物。其构造与其它厌氧生物处理装置的不同之处是:1、废水由下向上流过反应器;2、污泥无需特殊的搅拌设备;3、反应器顶部有特殊的气、液、固三相分离器。整个废水处理工艺采用 “UASB反应器+活性污泥曝气池+接触氧化池”的处理工艺。废水处理工艺流程见图1。
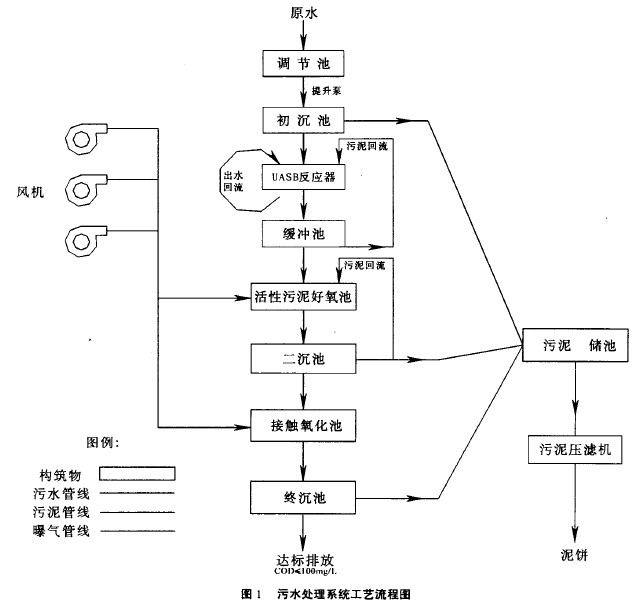 |
废水经厂内污水排水系统收集后自流进入调节池,调节水质水量。然后通过泵提进入初沉池,初步去除颗粒状污染物后,自流进入上流式厌氧污泥反应床(UASB反应器),在这里降解废水中大部分有机物,然后进入缓冲池缓冲后自流进入串连的二级好氧池:活性污泥曝气池和接触氧化池,进行废水的深度处理。之后废水在经过沉淀池的泥水分离后达标排放。系统产生的污泥排放至污泥池进一步处理。
3 工艺流程特点
(1)该污水处理设施中的UASB反应器是整个处理工艺的核心,去除大部分有机物。活性污泥曝气池+ 接触氧化池好氧工艺,只作为厌氧工艺的两个后处理工艺,起着将UASB反应器出水降低至更低水平的重要作用。该方案采用二级好氧串连的工艺,保证出水水质稳定达标排放。
(2)生活污水也属于有机废水,性质与生产废水基本相同,可以同生产废水一并处理;
(3)采用集中控制与人工控制相结合的方式,提高系统的可操作性,便于管理。
4 结语
该淀粉厂废水经过“UASB反应器+活性污泥曝气池+接触氧化池” 相结合的处理工艺进行治理后,经过一年多的运行实践表明,出水水质可达标排放,经监测,COD浓度在95~117 mg/L, BOD,浓度在24~28 mg/L,能够满足《污水综合排放标准》(GB8978—1996)中二级标准。该废水处理设施的建设,为企业的可持续发展奠定了良好的基础,也为同类型企业废水处理提供了有益的借鉴,具有较好的环境效益和社会效益。

使用微信“扫一扫”功能添加“谷腾环保网”




