


卫生处理厂高浓度有机废水的处理
深圳市卫生处理厂采用高温杀菌工艺对进出口检疫不合格的动物类产品进行无害化处理,其主要处理设备为蒸煮罐。检疫不合格的动物类产品装入蒸煮罐,向蒸煮罐内通入1 MPa的蒸汽,加热至145-150℃,然后保温16-24 h,以彻底杀灭动物类产品所携带的各类细菌、病毒。动物类产品经高温处理后形成的渣水混合物首先进行油水分离,然后进行固液分离,分离出的废水中悬浮物、氨氮、有机物浓度很高。该厂拟对此废水进行处理,但国内目前还没有类似废水的处理工程实例,因此有必要对该废水的处理进行中试研究,为实际生产提供设计依据。
1 中试处理系统设计简介
1.1 废水来源
深圳市卫生处理厂废水的主要来源为:(1)高温杀菌过程中向蒸煮罐内通入蒸汽冷凝后产生的冷凝水。(2)从动物类产品中溶出的油脂、蛋白质、体液等。由于加热后保温时间长,动物类产品大部分溶于水中,蒸煮后的废渣为动物类产品原重量的1/5左右。(3)放料完毕后加入的少量清洗水。
1.2 废水水质
废水水质见表1。
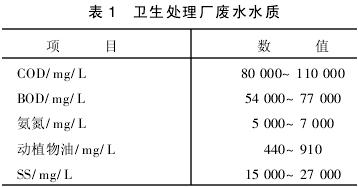
废水的水质取决于动物类产品的成分、腐败程度、加热时间、保温时间等多种因素。经调查、取样、分析,废水具有如下特点:
(1)有机物浓度高,氨氮含量高,对于某些动物类产品,废水的COD高达289 000mg/L。
(2)废水的色度高,且有时会有恶臭。
(3)水质、水量变化很大,废水的产生量取决于动物类产品的处理量,而动物类产品的处理量变化极大。
(4)废水的BOD/COD为0.5:0.6,具有较好的可生化性。卫生处理厂的废水最终排入深圳市滨河污水处理厂,废水经处理后,出水执行《污水综合排放标准》(GB8978-96)三级标准(参照皮革、酒精行业),主要水质指标为:COD
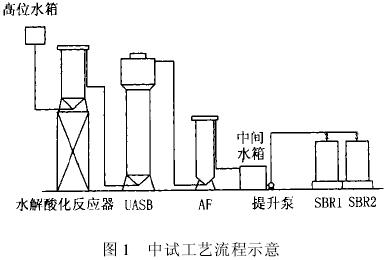
1.4 中试工艺流程
由于废水浓度很高,且可生化性较好,因此采用厌氧-好氧处理工艺。废水首先进入水解酸化器,在此进一步提高可生化性,同时又去除大部分悬浮物;水解酸化段的出水进入UASB反应器;经UASB反应器处理后的废水(悬浮物含量较低),进入AF工艺;由于废水中氨氮浓度较高,好氧处理采用了具有较强脱氮能力的SBR工艺。中试工艺流程见图1。
1.5 中试主要装置
(1)水解酸化反应器。圆筒形,底部为倒锥体,直径0.9 m,总高2.5 m,有效容积1.2 m3。由底部进水,经顶部的周边溢流堰溢流出水。
(2)UASB反应器。圆筒形,分为反应区与三相分离区两部分。下部反应区底部为倒锥体,反应区直径0.9 m,高4 m,有效容积2.4 m3;三相分离区直径1.2 m,高1 m。反应器由底部进水,三相分离器的出水由分离器顶部的周边溢流堰溢流出水。
(3)AF反应器。圆筒形,底部为倒锥体,直径0.7 m,总高2.8 m,有效容积0.7 m3。内装组合填料,填料高1.8 m;生物膜区上部为澄清区,高0.25m,澄清区周边设溢流堰。
(4)SBR反应器。共2个,每个SBR反应器直径0.85 m,总高1.5 m,有效容积0.7 m3,采用射流曝气器进行曝气。
2 运行情况
2.1 启动
中试装置的启动时间为3个月,废水的温度为22℃-31℃。
(1)水解酸化反应器。反应器内的接种污泥为深圳市滨河污水处理厂好氧浓缩污泥,接种量为5kgVSS/m3。水解酸化反应器内的污泥呈絮状,在试验初期出现了部分污泥由于沉降性能差而上浮、流失的情况,但试验中未观察到污泥流失对水解酸化反应器有明显的影响。
(2)UASB反应器。其接种污泥取自深圳市某养猪场废水处理站的UASB反应器,接种污泥活性较高且沉降性能良好,接种量为15 kgVSS/m3。UASB反应器启动初期,进水稀释至3 000-5 000 mgCOD/L,进水量为0.5 m3/d。在启动初期发生过一次污泥上浮现象,但通过降低负荷,人工搅动三相分离器内的上浮污泥层,上浮问题很快得到解决,并且再未出现污泥上浮现象。
(3)厌氧滤池。厌氧滤池的接种污泥与UASB反应器的相同,接种量为15 kgVSS/ m3。启动运行30天后,发现生物膜的厚度大大增加,且较紧密。通过显微镜观察,可发现大量的杆菌、球菌、丝状菌、弧菌,滤池产气量稳定,且出水的COD随进水浓度的波动较小,基本稳定在3 000mg/L左右。试验发现,组合填料的膜更新相对容易,可避免蜂窝填料、软性填料等容易出现的阻塞问题。(4)SBR反应器。反应器的接种污泥为深圳市滨河污水处理厂好氧浓缩污泥,接种量为10kgVSS/m3,启动期间SBR反应器的进水COD保持在3000 mg/L左右。
2.2 系统运行效果
在正常运行中,废水处理系统的各项指标均达到了预期效果,整套处理系统COD的去除率大于99%,氨氮的去除率为98%,外排废水水质满足GB8978-96三级标准(参照皮革、酒精行业)要求。
3 分析与总结
(1)该工艺根据废水的性质采用全生化工艺,将水解酸化,UASB,厌氧滤池,SBR等处理单元有机地结合起来,各工序取长补短,提高了系统运行的稳定性与可靠性。本工艺厌氧段采用三级不同的厌氧工艺,较之单独一段厌氧处理或多级相同的厌氧工艺串联具有非常明显的优势。好氧段采用SBR工艺,该工艺具有较好的脱氮能力,可将硝酸盐、氨氮等对微生物的抑制作用降至最低。
(2)目前,一些关于高浓度氨氮废水处理的研究和实际生产中,多采用吹脱法脱氮。吹脱工艺氨吹脱的效果良好,但吹脱成本高,一次性投资大,操作管理复杂。本系统采用全生化工艺,操作简单、效果也较理想。
(3)该中试处理装置已通过相关部门的验收,目前生产规模的处理装置已建成并在调试中,以后将对相关情况予以介绍。

使用微信“扫一扫”功能添加“谷腾环保网”




