


柠檬酸废水如何处理
柠檬酸也称第一食用酸味剂,广泛应用于食品、化工、建筑、皮革、农业、铸造、电子、纺织、石油、摄影、塑料和陶瓷等工业领域G柠檬酸的生产主要有两种方法:一种是从含柠檬酸的天然果实中榨汁提取,另一种是用发酵法生产G目前,世界上普遍采用发酵法生产柠檬酸G我国柠檬酸工业起步较晚,直到60年代才建立柠檬酸厂,但到90年代已达80多家,目前,柠檬酸年总产量约为200ktG柠檬酸生产会产生大量的高浓度有机废水G本文分析了柠檬酸废水的来源和水质特性,对采用的厌氧生物法、生物接触氧化法、乳状液膜法以及柠檬酸中和废水回用。从柠檬酸发酵废液制取糖化酶制剂等技术进行了综述。
一、柠檬酸生产废水的主要排放源
在我国柠檬酸的生产主要以薯干玉米等为原料以玉米原料生产柠檬酸为例其生产工艺及废水排放源见图1.
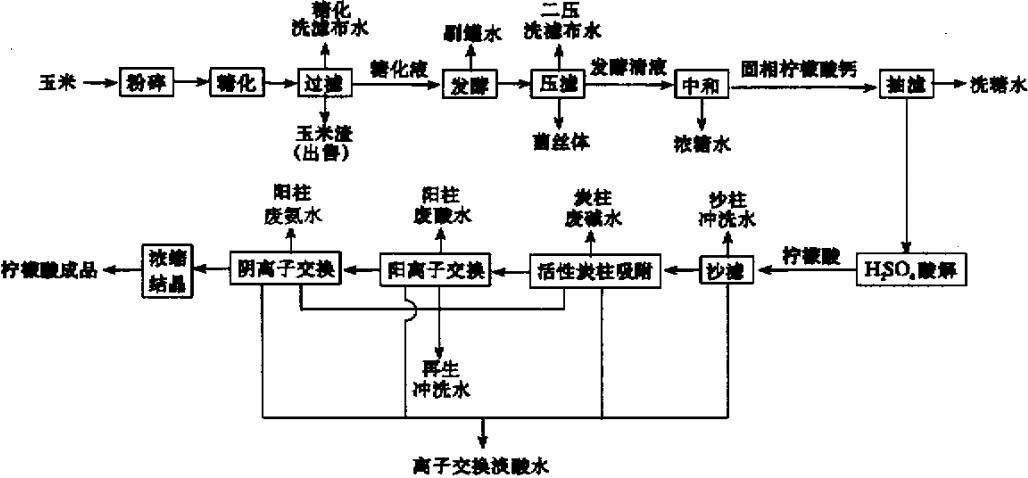
由图1可见玉米柠檬酸的生产工艺主要包括糖化、发酵、提取和精制等。
1、柠檬酸废水的主要来源为糖化洗滤布水在糖化过程中糖化液必须过滤除去玉米渣过滤机的滤布需要定期清洗产生糖化洗滤布水主要含有淀粉蛋白质纤维素玉米脂肪及钠离子等。
2、二压洗滤布水糖液在发酵罐中发酵得到发酵液经压滤机压滤去除菌丝体成为发酵清液送到提取车间压滤机的滤布需要定期清洗由此而产生二压洗滤布水主要含有柠檬酸残糖蛋白质和维生素。
3、刷罐水发酵罐排放发酵液后在下一次进料前要用清水将发酵罐洗涤干净从而产生刷罐水主要含有柠檬酸残糖蛋白质维生素和聚醚等。
4、浓糖水发酵清液与中和生成柠檬酸钙沉淀上部母液称为浓糖水含有柠檬酸柠檬酸钙残糖油脂蛋白质微量钠盐聚醚及有机色素等。
5、洗糖水中和工序得到的固相柠檬酸钙调浆后送入过滤机继续使用的热水进一步洗去残糖及可溶解性杂质抽滤后排放出洗糖水含有柠檬酸柠檬酸钙残糖油脂蛋白质无机钙及有机色素等。
6、沙柱冲洗水精制工序中要把固体物质在沙滤器中除去沙柱需定期冲洗形成沙柱冲洗水含有硫酸钙柠檬酸以及其他结成滤饼的固性物。
7、离子交换淡酸水离子交换淡酸水由个位置产生沙柱炭柱阴柱阳柱离子交换柱再生前将淡酸液排入后柱然后用清水无离子水把残液冲向后柱所产生的废水为离子交换淡酸水含有柠檬酸铁钙氯等离子以及滤层微粒和破碎的阴阳树脂。
8、炭柱废碱水酸碱液经沙柱过滤后进入活性炭柱吸附炭柱每周用水溶液再生再生所排放的水为炭柱废碱水含有柠檬酸盐及有机色素等。
9、阳柱废酸水来自炭柱的酸解液经过阳离子交换柱再生时先放去浓酸液用清水洗涤残液形成阳柱废酸水含有柠檬酸金属离子等。
10、阴柱废氨水来自阳柱的酸解液经过阴离子交换柱再生时先放去浓缩液用清水洗涤放去淡酸水以后用氨水溶液再生形成阳柱废酸水含有N~3柠檬酸非金属离子等,(11D再生冲洗水,交换柱再生冲洗水包括炭柱阴柱阳柱3部分9再生结束9放去再生废水后9用无离子水冲洗残留的再生废水9形成b再生冲洗水9含有NaO~~CIN~3以及相应的盐类和破碎的树脂,以上各工艺点所排放废水的水量和水质见表1。
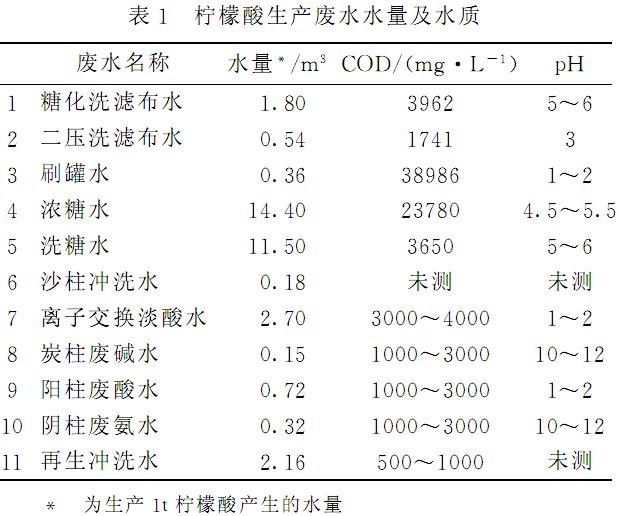
由表1可见9柠檬酸废水主要来自提取车间的浓糖水和洗糖水9其浓度高排放量大;发酵车间的刷罐水虽然浓度高9但水量很少9有机负荷较小;其他各点排放的废水浓度较低9水量也不大,柠檬酸废水中含有大量的有机物(有机酸糖蛋白质脂肪淀粉纤维素等D及NPS等物质9生产中未糖化的淀粉质未发酵的残糖未能提取的柠檬酸等都进入废水中9形成高浓度的有机污染物。
二、柠檬酸废水的处理方法
1、厌氧生物法
厌氧生物法主要是利用厌氧微生物在无氧条件下分解有机物9在处理柠檬酸废水时9其具体过程主要可分两个阶段:(1D在不同的厌氧微生物种群作用下9将蛋白质脂肪碳水化合物等有机物水解和厌氧分解成脂肪酸及其他产物;(2D在有生理独特性的专性厌氧菌产甲烷菌的作用下9将第一阶段的最终代谢产物转化成C~4或CO2,柠檬酸废水的厌氧处理技术主要有管道式厌氧消化器高温厌氧消化池和上流式厌氧污泥床(UASBD等。
2.1.1管道式厌氧消化器
管道式厌氧消化器具有两步厌氧消化性状:在消化器前面的管段9处于产酸阶段9对较低p~的进水有一定的缓冲作用9后面的管段则以产甲烷为主9这样减少了不同阶段的厌氧微生物群落间的相互抑制作用,浙江省工业环保设计研究所。采用管道式厌氧消化器对柠檬酸废水进行厌氧处理9在进水p~3.44~4.38COD14187.5mg/L处理水量200t/dCOD容积负荷7.09kg/(m3-dD条件下9出水p~7.0~7.5COD去除率为81.1%9去除1kgCOD产沼气0.43m3,管道式厌氧消化器内充填填料作为微生物载体9能滞留高浓度厌氧活性污泥9增强耐进水低p~和耐负荷变化的能力,采用这种方法9酸性的高浓度废水无需进行p~调整可直接进入处理系统9从而减少药剂消耗量9降低运行费用9便于操作管理,但此法存在污泥流失现象9且需定期排泥。
2.1.2高温厌氧消化池
广东佛山环境工程装备公司采用高温厌氧消化法处理宁乡柠檬酸废水9进水COD9914~17014mg/L9BOD54882~77700mg/L9p~4~59控制消化池温度60C左右水力停留时间48h9则出水COD为1314~1600mg/L9BOD5139~416mg/L9p~4~59COD和BOD5去除率分别达85%和90%以上,此法的优点是消化时间短9消化温度适应性强9运行费用低9有机物去除率高,但废水升高温度需消耗额外的能量9因此9适用于原废水温度较高的情况。
2.1.3上流式厌氧污泥床
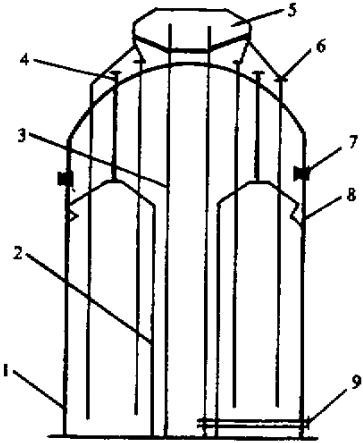
上流式厌氧污泥床(UASBD在国外已普遍推广使用,我国将UASB反应器技术列为b八五攻关项目9国家环保局首选UASB技术用于处理酿造食品屠宰行业废水,山东莒县化工股份有限公司则率先采用了UASB技术处理柠檬酸废水9其UASB厌氧反应器结构见图2。废水通过反应器底部的进水管进入内筒9逐步上升到反应器顶部的水分布器9通过虹吸管均匀进入外筒和中筒之间与其中驯化好的污泥相混合9在厌氧菌的作用下9废水中的有机物被分解产生沼气,通过斜板三相分离器的分离作用9水通过三相分离器上部的出水管排出9污泥被留在反应器的底部沼气通过水封的作用经沼气管排出进入气柜被锅炉利用。
北京桑德环保产业集团[6]利用两级准中温UASB反应器试验处理柠檬酸废水一级反应器的水力停留时间为Z9h二级反应器的水力停留时间为10h进水温度约30Cp~为5.0~6.0设计COD容积负荷为10kg/(m3.d)稳定运行阶段COD去除率达90%以上出水COD稳定在300mg/L以下去除1kgCOD产生沼气0.58m30上流式厌氧污泥床有更强的耐负荷冲击能力处理效果好剩余污泥少操作管理方便。
厌氧生物法用于处理有机物浓度高~可生化性好的柠檬酸废水有机物去除率高运行费用低但随着国家对排水要求的更加严格单独采用厌氧生物处理出水COD和BOD5等指标尚不能满足国家排放标准要求。
2.2厌氧好氧生物组合法
单独采用厌氧生物法处理高浓度柠檬酸废水往往不能达到国家排放标准需组合其他处理技术如好氧生物处理技术。
针对柠檬酸生产废水首先采用UASB技术对COD在5000~50000mg/L的高浓度废水进行处理处理后的废水与低浓度废水混合再进入生物接触氧化池最后再由物化处理把关尽可能降低水中污染物和色度使出水达标排放0整个工艺流程(厌氧好氧生物组合法处理柠檬酸废水工艺流程)见图3。
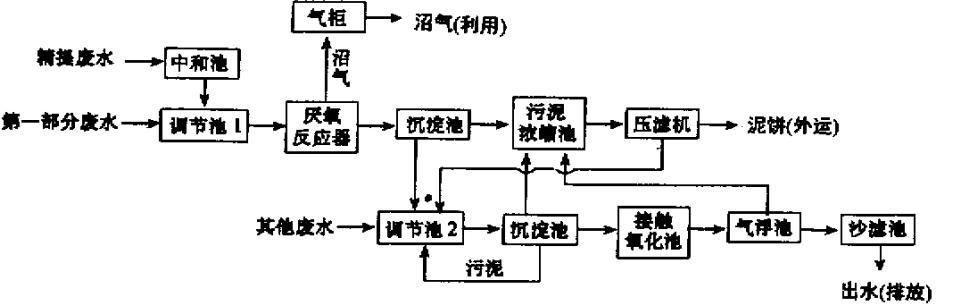
采用这种工艺处理柠檬酸废水能将85%以上的有机污染物转化成沼气运行稳定操作管理方便剩余污泥少而且整个工艺过程不产生二次污染。
2.3乳状液膜法
液膜分离技术是一项高效~快速~节能的新型分离技术近年来液膜分离技术在重金属分离。生物工程等领域得到广泛应用特别是在处理高浓度有机废水方面液膜法取得了显著成绩[10~1Z]。乳液与废水通过搅拌充分混合接触废水中的柠檬酸透过液膜浓缩在膜内从而达到分离的目的。
以LMA-1为表面活性剂~正三辛胺为流动载体~NaZCO3溶液为内相试剂~煤油为膜溶剂所组成的液膜体系处理柠檬酸废水当进水COD为4000~5000mg/L时控制一定的搅拌速度表面活性剂种类和用量载体用量乳水比和油内比可使废水中的COD去除率达99%G该法工艺简单效率高成本低易于工业化。
2.4中和废水回用技术
柠檬酸生产过程排放的各股废水中中和工序产生的废水水量最大污染最严重G探讨中和废水的回用技术对于保护环境节约用水资源具有重要意义。
中国科学院生态环境研究中心研究了在中和废水中驯化选育柠檬酸生产菌并辅助简单预处理措施的中和废水回用工艺。
试验废水选自山东莱芜柠檬酸厂中和废水采用活性炭吸附离子交换和碱处理回调H等预处理方法处理后废水进行摇瓶发酵试验。试验结果表明:废水经活性炭单独处理后发酵柠檬酸产量提高了23.4%;经活性炭结合阳离子交换树脂处理柠檬酸产量提高了53.0%但采用再生和清洗时将产生二次废水。而采用碱(NaOH)预处理中和废水去除影响发酵产率的部分杂质再用酸(H2SO4)调H至6.5处理后出水利用从黑曲霉CBX-12驯化获得的耐受废水的C-98菌株在总还原糖质量分数为14%~16%麦麸质量分数为2.5%乙醇质量分数为1.5%的最佳条件下进行发酵总产酸率已接近利用自来水在同等条件进行发酵的产酸率。该工艺投资省运行费用低可使中和废水经处理后回用于生产。
2.5发酵废液制糖化酶
柠檬酸生产排放的发酵废液中含有大量黑曲霉菌丝体。从废液中提取黑曲霉菌丝体不仅可获得大量具有较高利用价值的糖化酶制剂也可使废液的COD降低从而减少排污量和治污负荷G四川轻化工学院在柠檬酸发酵废液中加入絮凝剂于35~45C保温搅拌15~20min待废液中固形物沉淀完毕收集菌泥。将所得菌泥压滤至含水80%(质量分数)以下添加等量石英砂研磨30min然后在60C以下风干制成干菌体常法粉碎得菌粉。在干菌体中添加纤维素酶(每克干菌体添加纤维素酶200g)50~60C保温3制得酶处理液其糖化力更高。试验结果表明获得的菌粉具有较高的糖化力最适作用温度为60C最适H为4.6可用于酒精生产。
三、结语
柠檬酸应用广泛是世界上以生物化学方法生产的产量最大的有机酸。我国是世界上柠檬酸第一生产和出口大国生产规模还在不断扩大。针对柠檬酸生产中排放的大量高浓度有机废水应根据实际废水的来源组成和水质特性选择投资少收效大的处理方法。同时从节约水资源废物综合利用角度出发探索投资省运行费用低效果好的柠檬酸废水处理技术具有重要的现实意义。

使用微信“扫一扫”功能添加“谷腾环保网”




