


食品工业废水处理工艺及节能探究
【摘要】近年来,随着食品加工业的快速发展,每年由此产生的废水量也呈现快速增长态势,许多废水未经有效处理便被直接排放,给环境产生了十分严重的破坏。本文以好氧生物处理工艺和厌氧生物处理工艺中较为典型的几种处理方式为例,探讨了食品工业废水处理,并就接下来的发展作出了展望,厌氧生物处理工艺将成为主流。
食品工业包括制糖、酿造、肉类、乳品加工等,食品工业的废水主要来源于原料的处理、洗涤、脱水、过滤、脱酸、脱臭和蒸煮过程中产生的,这些废水含有大量的有机物、蛋白质、有机酸和碳水化合物,具有很强的耗氧性,如果不经处理直接排入水体会大量消耗水中的溶解氧,从而造成水体缺氧,造成水生生物的死亡。食品工业废水油脂含量高,多伴随大量悬浮物随废水排出,其中动物性食品加工排出的废水还可能含有病菌,此外,这些废水还含有铜、锰、铬等金属离子。近年来,随着食品加工业的快速发展,每年由此产生的废水量也呈现快速增长态势,许多废水未经有效处理便被直接排放,给环境产生了十分严重的破坏。因此,探讨食品工业废水处理对于生态环境保护具有非常重要的现实意义。

1、食品工业废水处理工艺现状
目前,国内外对于食品工业废水的处理过程中主要采用的是生物处理工艺,其中主要包括有好氧生物处理工艺、厌氧生物处理工艺,以及由好氧生物处理工艺与厌氧生物处理工艺相结合的处理工艺。在好氧生物处理工艺方面,主要有活性污泥法(目前实际应用较为广泛的主要有SBR 法)和生物膜法(具有代表性的是曝气生物滤池法)。由于厌氧生物处理工艺相较于好氧生物处理工艺无论在后期的运行管理费用还是前期的基建投资方面的费用都有较大优势,其中比较具有典型的处理工艺有厌氧颗粒污泥膨胀床(EGSB)工艺、第三代厌氧处理工艺———厌氧内循环反应器(IC)被广泛应用到了食品工业废水处理中。此外,厌氧生物处理工艺在处理食品工业废水方面具有良好的处理效果[1]。
2、各种工艺特点及应用效果分析
目前国内外,食品工业废水的处理以生物处理[2]为主。在实际中运用较广,技术较为成熟的主要有厌氧接触法、厌氧污泥床法、浅层曝气、延时曝气、曝气沉淀池法等等。其典型流程如图1。

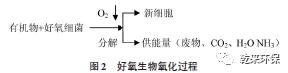
2.1 好氧生物处理工艺
好氧生物处理是在不断供氧的环境中,利用好氧微生物来氧化有机物。在好氧过程中,微生物对复杂的有机物进行分解,一部分被转化为稳定的无机物CO2、H2O 和NH3,一部分则由微生物合成为新细胞,最后去除污水中的有机物。
2.1.1 SBR 法,即间歇式活性污泥系统(又叫序批式间歇活性污泥法)。SBR 法目前在国内外应用较为广泛,生物反应池中集中了生物降解过程、沉淀过程以及污泥回流功能为一体,这种工艺比较简单,它是在以前间歇式活性污泥工艺基础上发展来的一种新工艺,采用SBR 法处理废水的运行过程一般包括了进水、充氧曝气、静止沉淀、排水和排泥五个步骤。与连续性活性污泥工艺相比,该工艺具有的有点主要有:曝气池兼具二沉池的功能,不设二沉池,也没有污泥回流设备,系统结构简单,易于管理;耐冲击负荷,一般无需设置调节池;反应推动力大,较为简便的得到优质出水水质;污泥沉淀性能好,SVI 值较低,便于自控运行,后期维护管理也较为简便。居华[3]通过SBR 法在酱油、酱菜食品废水处理中的应用研究后得出,原废水CODcr 在2000 mg/L ~4000 mg/L 范围内,经SBR 法处理后出水水质得到了二级标准,去除率达96%以上,没有出现污泥膨胀现象,而且操作管理方便,占地面积小,运行的费用也低。
2.1.2 BAF 法,即曝气生物滤池法。这种工艺最早可以追溯上个世纪80 年代,是由欧美等国家应用和发展起来的,大连马栏河污水处理厂是我国最早采用BAF 工艺。该工艺是在生物接触工艺基础上,在滤池中填装陶粒、石英砂等粒状填料,以填料及其附着生产生物膜为介质,发挥生物的代谢功能,通过物理过滤功能,发挥膜和填料的截留吸附作用从而实现污染物的高效处理。廖艳[4]等采用混凝—ABR 与曝气生物滤池(BAF)联合处理工艺,对某市肉联厂高浓度废水化学需氧量和氨氮的去除研究后发现,化学需氧量和氨氮的去除效果从原水时的1500 mg/L ~4500 mg/L、30 mg/L~85 mg/L,经处理后出水COD<100 mg/L,氨氮<50 mg/L,达到了国家一、二级排放标准,取得良好的环境和社会效益。
2.1.3 MBR 法,即膜生物反应器法。是上个世纪90 年代逐渐发展起来的一种废水处理技术,该工艺是将膜组件替代传统的二沉池,实现固相和液相分离。其实质是把细菌和微生物以生物膜的方式附着在固体表面上,以污水中的有机物为营养物进行新陈代谢和生长繁殖,从而达到实现净化污水的效果。该工艺具有较强的抗冲击力,对水质和水量变化具有较强适应性;污泥产量较低且沉降性能优,易于固液分离;对于低浓度污水也可以进行处理,在正常运行时可以把原水中的BOD5 由20 mg/L ~30 mg/L 降至5mg/L ~10 mg/L;运行费用也不高,管理方便。张亮平,王峰[5]以MBR 在湖北某食品厂废水处理中的应用为例进行研究后发现,采用MBR- 活性炭- 杀菌联合工艺,出水COD 和BOD 的去除率达到了99%以上,系统工艺能耗低,运行稳定。
2.2 厌氧生物处理工艺
在食品废水处理过程中,厌氧处理法与好氧处理法相比由于产生的污泥少,动力流耗小,管理简便,既能节能又能降低成本,逐渐在高浓度有机废水行业———食品工业广泛推崇。
2.2.1 UASB 法,即升流式厌氧污泥床法。该种工艺是由高活性厌氧菌体构成的粒状污泥,在UASB 装置内随上升的气流呈向上流动的状态。处理效率高、性能可靠、能耗低,也不需要填料和载体,运行成本低等优点,既可以处理高负荷废水,也不会产生堵塞等优点。也是当前应用最为广泛的高速反应器之一。王炜,何好启[6]研究发现,食品废水经由UASB+ 接触氧化法工艺处置后,CODcr、BOD5、SS 和植物油由原水浓度的1170 mg/L、570 mg/L、600 mg/L、150 mg/L,处置后的效果为60.2 mg/L、15.5 mg/L、40 mg/L 和3mg/L,出水水质达到了《污水综合排放标准》中的一级标准,且工程的经济运行效益也良好,总运行费用约为0.54 元/m3,工艺占地小,处理成本低,运行方式灵活,值得推广。
2.2.2 EGSB 反应器,即膨胀颗粒污泥床反应器。该工艺是在UASB基础上发展起来的一种新厌氧工艺,与UASB 工艺相比,EGSB 增加了出水的回流,提升了反应器中水流的速度,其速度可以达到5m/h~10 m/h,比UASB 的0.6 m/h~0.9 m/h 高出近10 倍。李克勋[7]等以天津某淀粉厂采用EGSB 处理淀粉废水为例,EGSB 的厌氧反应器对COD 的去除率超过了85%,出水水质达到了国家一级排放标准,大量有机物被去除,后续单元的处理压力被减轻,此外,厌氧反应器的介入使用,可以产生沼气作为能源进行二次利用,降低运行费用(总运转费用为0.73 元/m3·d),具有良好的环境效益和社会效益。
2.2.3 ASBR 法,即厌氧序批式活性污泥法。ASBR 厌氧序批式活性污泥法最早诞生于上世纪90 年代的美国,是在SBR 基础上发展起来的,该工艺的显著特点是以序批间歇运行,按次序分为进水、反应、沉淀和排水四个步骤,与连续流厌氧反应器相比,该工艺由于不需要大阻力的配水系统,因此极大地减少了系统的能耗,也不会产生断流和短流,运行灵活,抗击能力较强,实现厌氧功能,也同时兼有了SBR 的优点。
3、厌氧生物处理工艺优势分析
与好氧生物处理工艺相比,在食品工业废水处理方面,厌氧生物处理工艺具有很多优势:工艺运行时污泥的剩余量非常少,由于不需要附加氧源而降低运行管理费用;食品工业废水有机物浓度高,而厌氧生物处理工艺拥有良好的抗高浓度有机物的冲击负荷力优势,能够做到间接性排放;另外,厌氧生物处理工艺能够产生沼气,实现资源的二次利用,真正实现了变废为宝,降低能耗,因此,厌氧处理工艺在食品工业废水处理中是一种节能型废水处理工艺。作为低能耗而且能够产生二次能源的厌氧生物处理工艺必将成为食品工业废水处理的主流方向。

使用微信“扫一扫”功能添加“谷腾环保网”




