


电絮凝技术对造纸废水污染物的去除研究
造纸是与国民经济密切相关的产业,也是世界范围内水污染治理的重点行业。目前对于造纸废水环境危害的治理仅局限在消除COD、BOD、悬浮物和色度等常规废水处理指标。但研究发现,造纸废水中含有微量有毒污染物,特别是多环芳烃(PAHs)和无氯苯酚(PCP)等持久性有毒有害有机污染物。这些污染物给生态环境和人类带来危害。其对水体内各个营养能级的生物不仅具有明显的急性和亚急性毒性,而且对人体具有遗传毒性和潜在的致癌性。
目前国内外常用砂滤、活性炭过滤、多介质过滤等前处理工艺实现对造纸废水的深度处理,但是这些工艺难以经济有效地去除废水中的有机污染物。
目前,电絮凝工艺已经被应用到不同工业废水的深度处理中,并且表现出良好的污染物去除能力,然而对其深度处理造纸废水的效果和机制的研究还十分缺乏。笔者重点考察了电絮凝技术对造纸废水中难降解有机污染物和部分无机污染物的去除效果及机理,以期为造纸废水电絮凝处理工艺的设计和优化提供参考。
1 实验材料和方法
1.1 实验用水
实验采用的造纸废水取自我国北方某再生纸厂的二沉池出水。该废水pH=7.75、COD 210.2 mg/L、总有机碳52.8 mg/L、总硬度790 mg/L、无机碳211.2 mg/L、铬11.1 μg/L、砷14.1 μg/L、锰192.5 μg/L。
1.2 电絮凝装置和反应
电絮凝反应器为自行设计的有机玻璃容器,有效容积为1.5 L。阴阳电极采用铁极板或铝极板,电极间采用单极式连接方式,电极的有效面积为70 cm2。
在电絮凝处理中,每批次处理量为1 L,电极间距为10 mm,电流密度、有效电极面积容积比、pH等按实验所需进行调节。电流由恒流恒压电源(大华,MC-100/5)控制,输出电压范围为0~50 V,输出电流范围为0~5 A。所有电絮凝实验均重复3次,以确定实验结果的重现性。
1.3 分析测试仪器
造纸废水中的荧光图谱采用Hitachi F-4600荧光色谱仪进行分析。TOC用Elementar Liqui TOC Ⅱ总有机碳分析仪检测,pH用WTW pH/Oxi340i多参数测定仪测定,COD由连华多功能检测仪进行测定。
水样中的铬等溶解态金属元素的含量采用电感耦合等离子体质谱仪(Agilent 7700,美国)进行分析。水中硬度采用EDTA络合滴定法测试,测定前水样用0.45 μm孔径的膜过滤,以去除水样中的颗粒杂质。
2 实验结果与讨论
2.1 电絮凝条件对造纸废水TOC去除率的影响
(1)电极材料
在电极间距为10 mm,电流密度为40 mA/c㎡,有效电极面积容积比为0.16 cm-1,反应时间80 min的条件下,考察了电极材料对造纸废水TOC去除率的影响,结果见图 1。

电絮凝的电极材料对造纸废水中TOC的去除率有明显影响。总体上,随着电絮凝时间的延长,TOC的去除率先快速上升,然后缓慢增加。
铁作为阳极对TOC的去除率略高于铝作为阳极的TOC去除率。两种电极前10 min时TOC去除率均上升较快,分别达到33.1%(铁电极)和25.5%(铝电极),且两者差距达到最大,之后TOC去除率逐渐趋于平稳,两种电极造成的TOC去除率差距也明显减小。经过80 min的电絮凝处理,电极为铝金属时TOC去除率45.1%,铁则达到46.9%。
从电絮凝原理来说,铁电极的电化学氧化反应会在废水中产生多核多羟基铁或亚铁络离子,这些离子能与有机污染物进行反应形成沉淀,从而降低水中有机污染物浓度。从反应机理来说,阳极为铝时,电极的氧化过程较为复杂,Al3+首先会在阳极反应生成,进而发生水解生成Al(OH)2+、Al(OH)2+、Al(OH)3,以及多种多核水解产物。
此外,在电絮凝过程中水溶液的pH亦会对铝的水解产物产生影响,进而影响絮体沉淀及污染物的去除。综上所述,铁电极与铝电极反应的产物、溶液pH、氧化作用等都会影响造纸废水污染物的降解及去除,所以电絮凝80 min的过程中,铁与铝电极呈现不同的去除效果。
(2)有效电极面积容积比
在电絮凝反应过程中,有效电极面积容积比不仅会影响污染物的去除效果,也会影响电极的消耗速率。
由图 1可知,铁电极及铝电极在反应40 min时去除率趋于平稳,而后过多的反应时间并没有提升去除效果。因此实验选取40 min的处理结果进行分析。实验条件:电极间距设置为10 mm,电流密度为40 mA/cm2,pH为原水值,每批次处理量为1 L。实验选取0.08~0.16 cm-1的有效电极面积容积比进行对比分析。反应40 min后的结果如图 2所示。
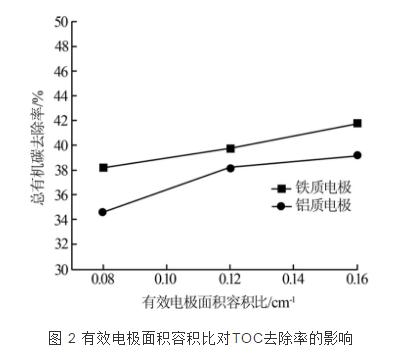
由图 2可知,在不同有效电极面积容积比条件下,TOC去除率有明显的变化。在3组平行实验中,TOC去除率均随着面积容积比的增大而增加。在有效电极面积容积比为0.08 cm-1时,铁阳极的电絮凝所对应的有机物去除率为38.1%,而铝电极所对应的去除率为34.5%。当有效电极面积容积比升高到0.16 cm-1时,铁电极和铝电极对应的去除率分别上升到42.1%和39.1%。
从反应机理来看,铁电极的电絮凝过程中,二价或三价的铁离子都会随着阳极的氧化不断被释放到溶液中,接着这些离子会与水结合或反应生成Fe(H2O)63+、Fe(H2O)5(OH)2+ 或Fe2(H2O)8(OH)24+。不同价态铁质絮体的生成对有机污染物的去除都有重要作用。与之比较,铝质电极的铝溶出量也随有效电极容积比的增加而增加,造成总有机碳去除率上升。由于铝电极在电絮凝反应过程中的水解产物较为复杂,在实际实验过程中,铝电极的电絮凝溶液pH随着处理时间的增加而升高,从原溶液pH的7.75升高至10.2。
从文献可知,电絮凝过程中的污染物去除较易受到pH的影响,因此会影响对污染物的吸附和沉淀作用。比如,M. Kobya等在对印染废水的电絮凝研究中发现,铝电极对COD和浊度的去除率都低于铁电极,原因与铝极板的电解产物及溶液pH有关。
(3)电流密度
电流密度是电絮凝处理过程中的重要影响因素,电流密度的高低不仅影响废水中有机物的降解速率,同时也直接影响反应系统整体的运行能耗。实验选取4个不同的电流密度,分别为20、30、40、50 mA/c㎡,同时控制电极间距为10 mm,有效电极面积容积比为0.16 cm-1,pH为原水值,每批次处理量为1 L,电絮凝反应40 min时TOC去除率随电流密度的变化如图 3所示。

由图 3可以看出,TOC去除率随着电流密度的增大而增加。在电流密度为40 mA/cm2的条件下,铁质电极的TOC去除率达到41.7%,铝质电极的TOC去除率达到39.1%。然而,在电流密度从40 mA/cm2增加到50 mA/c㎡的情况下,TOC去除率的增长有限,但是其消耗的电能会随之增加,所以本研究选择40 mA/cm2为最佳电流密度。
(4)进水pH
进水pH也是电絮凝的一个关键处理参数,可直接影响电絮凝过程中絮体的形成和有机物的去除。在本实验中,废水的pH分别调至4、6、8、10,其他实验参数为电流密度40 mA/cm2,电极间距10 mm,有效电极面积容积比0.16 cm-1,每批次处理量1 L废水,电絮凝反应40 min时TOC去除率随pH的变化如图 4所示。

由图 4可以看出,TOC去除率随pH的升高而降低。
当初始pH从8.0上升到10.0时,铁质电极的TOC去除率没有明显变化,而铝质电极的TOC去除率有明显的下降。在酸性pH条件下(pH=4),两种电极对TOC去除率均较高,其中铁质电极的TOC去除率达到46.3%。究其原因,在电絮凝过程中,偏酸性条件可促进铁阳极溶解,促使在单位时间内产生更多的金属离子及其羟基络合物,从而提高有机物与絮凝剂的反应速率和有机污染物的去除率。铝电极表面在高pH的反应条件下容易产生钝化,不利于水解,影响污染物的去除。
每批次处理量1 L废水,在最优条件下进行实验,即采用铁质电极、pH=4、电流密度40 mA/c㎡、有效电极面积容积比0.16 cm-1,电絮凝30 min后TOC去除率达到38.7%,40 min后达到46.3%。
2.2 有机污染物的去除机理分析
为了揭示电絮凝过程中有机物的降解特征,本研究采取荧光分析仪对处理样品进行组分分析,造纸废水显示了5个特征荧光光谱峰。
根据文献结果,这些峰分别对应小分子芳香族有机污染物、类腐殖酸类有机物、类色氨酸类有机污染物、类腐殖酸和少量类富里酸混合有机污染物和类富里酸类有机污染物。对30 min电絮凝处理后的水样进行分析,发现5种有机物组分的荧光强度发生了明显改变,其中小分子芳香族有机污染物和类色氨酸类有机污染物的荧光强度分别增加了510%和190%,而其他3类有机物的荧光强度则呈现了下降,其中类腐殖酸类有机物和类腐殖酸-类富里酸类混合有机物被完全去除,而类富里酸类有机物的荧光强度下降了47.1%。
上述结果说明,废水中总有机污染物的去除与类富里酸类有机物和类腐殖酸有机物去除有重要联系。对这些腐殖质类污染物的去除作用可能包含氧化作用和吸附共沉淀作用。
具体来说,电絮凝反应中阳极板会发生氧化作用降解类腐殖质类有机物,该过程产生的不完全降解产物可能造成了小分子芳香族有机物浓度的上升。
同时,电极板在电场作用下产生的金属絮体对污染物有吸附去除作用,部分有机污染物被从废水转移到絮体沉淀中。
另外,阳极和阴极表面电解水生成的微小的氧气和氢气气泡,这些气泡还可能造成对废水中污染物的微气浮或挥发性有机质的气提作用,但是由于缺乏数据,这些作用对造纸废水有机质去除的影响有待后续研究。
2.3 电絮凝对废水硬度的去除
造纸废水的硬度主要由钙、镁离子组成。硬度是废水水质的重要评价指标,过高的硬度会降低电絮凝系统对苯环类污染物去除效率,并且增加运行成本。本研究考察了最优条件下电絮凝对造纸废水中总硬度的去除情况,结果见图 5。
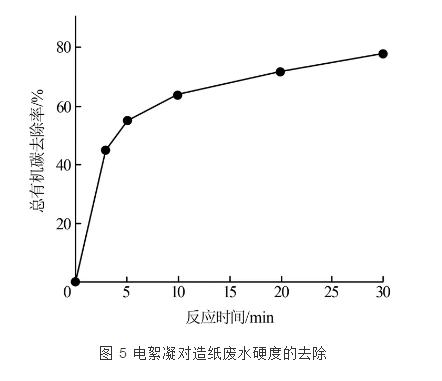
由图 5可知,电絮凝对总硬度具有较好的去除作用,在30 min的处理过程中,硬度去除率首先快速上升,到10 min时达到64%,随后增加缓慢,趋于平稳,最终达到78%。Shan Zhao等在对含油废水处理中也发现,电絮凝对硬度具有高效去除作用,且在前10 min的处理中硬度去除率快速上升,然后缓慢增加,在30 min时达到85%的去除率。
从原理上说,电絮凝过程中,水中的钙或镁离子在外加电场的作用下向阴极迁移,使得阴极溶液中碳酸钙或碳酸镁等物质的浓度达到过饱和,形成沉淀,从而实现对硬度的去除。
2.4 电絮凝对造纸废水重金属的去除
本研究考察了最优条件下电絮凝对造纸废水重金属的去除情况,结果见图 6。

由图 6可知,电絮凝对废水中的铬、砷和锰具有不同的去除率。随着电絮凝时间的增加,铬的去除率在前5 min快速上升,随后缓慢上升到36%左右。砷的去除规律与铬相似,在前5 min的时间里,砷的去除率快速上升到75%,随后上升减慢,10 min后趋于平稳,达到80%左右。然而,锰的去除率呈现不同的变化规律。随着电絮凝时间的增加,锰的去除率持续升高,在电絮凝反应3 min时,锰的去除率仅为14.5%,20 min时达到61.2%;30 min时则升高至93.7%。
相关研究发现,电絮凝对铬的去除不仅与电流密度等因素相关,还与溶液的pH有关。本研究中,在处理条件一定的情况下,随着处理时间的延长,溶液pH随质子的还原而升高,最终升高至10.8。
然而,碱性溶液条件不利于铬的电絮凝去除,当pH大于9.6时,电极释放出Fe(Ⅲ)的存在形式主要为Fe(OH)4-,其对于铬离子的吸附能力较差,所以延长处理时间不能促进铬的去除。
同样,砷的去除效果也随着pH的升高而改变。Wei Wan等研究发现,当pH高于8.5时,水合铁氧化物表面的质子化程度减弱,表现出负电性,与同样带负电的砷酸根结合能力减弱,所以去除率会呈现下降趋势。Longqian Xu等在电絮凝去除Mn2+研究中发现,电絮凝反应中产生的OH-及O2会与Mn2+形成Mn(OH)2,进而部分氧化成为MnO2,在实验过程中,极板会不断地溶出高价金属铁离子,其水解形成的絮体可有效吸附去除MnO2,因此电絮凝时间增加有利于对锰的去除。
3 结论
(1)电极材料对造纸废水中有机物的电絮凝去除有一定影响,铁质电极对总有机碳的去除率要略高于铝质电极,且去除率受pH变化的影响较小;在本研究确定的较佳处理条件下,以铁电极为阳极,经30 min电絮凝处理,造纸废水中TOC的去除率可达到38.7%。
(2)电流密度对TOC去除率也有很大影响,增加电流密度可提高TOC去除率;有效面积容积比与TOC的去除率也呈正相关的关系,高面积容积比能得到较高TOC去除率;原水pH对TOC去除也有明显作用,偏酸性条件有利于有机物去除,高碱性则不利于有机物去除。
(3)根据荧光光谱分析结果,本研究采用的造纸废水中含有5种荧光性有机组分,分别为小分子芳香族有机污染物、类腐殖酸类有机物、类色氨酸类有机物、类腐殖酸和少量类富里酸混合有机物,及类富里酸类有机物,电絮凝过程中类腐殖酸和类富里酸类组分的去除与TOC的去除有关。
(4)电絮凝对造纸废水的硬度和重金属有较好去除效果,经30 min处理后,铬、砷、锰的去除率分别达到36%、80%、93.7%,总硬度的去除率达到78%。

使用微信“扫一扫”功能添加“谷腾环保网”




