


垃圾渗滤液超浓母液真空低温蒸发系统设计研发
内容摘要:随着经济技术的发展和城市规模不断扩大,传统的城市生活垃圾渗滤液处理已无法满足新形势下的环保要求。根据城市生活垃圾处理无害化、减量化和资源化的基本原则,“零排放”是解决城市垃圾渗滤液的最佳方法。然而垃圾渗滤液是一种成分复杂的高浓度有机废水,此水特点:具有高COD、高氨氮、高金属含量、微生物营养元素比例失调、水质复杂、具有强烈恶臭、危害性大的特点。处理起来特别复杂。经过多道工序最终超浓母液仍然无法处理。现提出一种真空低温蒸发处理技术解决超浓母液。彻底解决垃圾渗滤液零排放的问题。
01 垃圾渗滤液形成原因与危害
随着我国经济的快速发展、城市的急剧扩张和人民生活水平的不断提高,城市垃圾数量逐年增加,目前,国内城市垃圾的主要处理为卫生填埋法,我国超过90%以上的城市垃圾是用填埋法处理的。在城市垃圾填埋过程中由于压实和微生物的分解作用以及厌氧发酵等多种代谢作用,垃圾所含的污染物将随水分溶出,并与降水、径流等一起形成高浓度有机废液,即垃圾渗滤液,渗滤液是垃圾填埋过程中产生的二次污染,可使地面水体缺氧、水质恶化、富营养化,威胁饮用水和工农业用水水源,使地下水丧失利用价值;经济有效处理垃圾渗滤液,是城市环境中亟待解决的难题。国内从2003年到2020年垃圾渗液的产量见表1。

02 垃圾渗滤液目前处理的方法
目前国内处理垃圾渗滤液主要方法包括生物法和物理化学法。
生物法分为好氧生物处理、厌氧生物处理以及二者的结合。好氧处理包括活性污泥法、曝气氧化池、好氧稳定塘、生物转盘和滴滤池等。厌氧处理包括上向流污泥床、厌氧固定化生物反应器、混合反应器及厌氧稳定塘。生物法适合水质稳定的现场。一般新的垃圾填埋场适合生物法处理。
物理化学法主要有活性炭吸附、化学沉淀、密度分离、化学氧化、化学还原、离子交换、膜渗析、气提及湿式氧化法等多种方法。物化法不易受水质水量变动的影响,出水水质稳定。尤其对BOD5/COD比值较低(0.07-0.20)难以生物降解的垃圾渗滤液有较好的处理效果,一般老龄化的垃圾填埋场渗滤液多采用以物化法为主的处理技术,现阶段垃圾渗滤液物化处理技术以膜过滤和蒸发技术为主,采用膜法为主的渗滤液处理技术运行过程中会产量大量的膜后浓缩液(一般占进液总量的30-50之间),因此该技术在垃圾渗滤液治理上的应用逐渐受到限制。蒸发处理技术因其可以实现垃圾渗滤液的全量化处理,所以其逐渐被用户接受和认可,并有发展成主流处理工艺技术的趋势,发展前景广泛。
但无论采用什么形式的蒸发系统,运行过程中都会产生一定量的超浓浓缩液,由于这部分超浓母液含盐量高(一般TDS含量大于30%)、有机污染物质浓度高,氨氮浓度高以及其他各类污染物质浓度均比较高,处理及其困难,这个问题一直是制约垃圾渗滤液全量化处理的重要因素。部分项目采取将超浓母液回灌质垃圾填埋区的方式进行处理,但是回灌会带来新的问题(1)大气污染。超浓母液回灌处理不当会造成恶臭气体挥发,从而导致周围大气环境质量下降,造成二次污染;(2)高盐、高浓母液回灌会严重破坏垃圾堆体生化系统,导致堆体逐渐失去生物降解功能,对垃圾填埋场安全稳定运行带来不可估量的恶劣影响;(3)出水水质恶化。由于垃圾填埋堆体失去了原本的生化降解功能,逐渐导致堆体产生的垃圾渗滤液中有机物浓度和含盐量等污染物浓度大幅度上升,造成垃圾填埋场渗滤液处理系统运行困难。
03 超浓母液处理办法与技术研究
超浓浓缩液是一种高盐、高COD、高氨氮复杂的废水(如下表2),此种废水是垃圾渗滤液多步物化法和生物法提浓得到的,已经难以再继续处理下去了,本文将针对此种超浓浓缩液提出处理技术和研发方向,彻底解决垃圾渗滤液处理问题。列举国内几个经典垃圾填埋场中的超浓浓缩液指标见表2。

通过观察表2数据,发现超浓浓缩液中含有大量的盐、有机物等污染物质,仅能通过稳定化固化或者继续蒸发的处理办法达到处理目的。稳定化固化是通过搅拌的方式向母液中加入大量的固化剂、稳定剂、螯合剂等成分,搅拌后混合后进行长时间的氧化以使其达到稳定化固化的目的,但是该方法需要投加的固化剂、稳定剂和螯合剂较多,终端产物增容比较大(一般高达1.5以上),运行成本较高,装备水平差,工作环境恶劣,因此不适合推广使用。而我司设计研发的真空低温蒸发系统具有装备水平高,自动化程度高,运行过程中不需要投加其他成分,终端固体产品含水率低等优点。
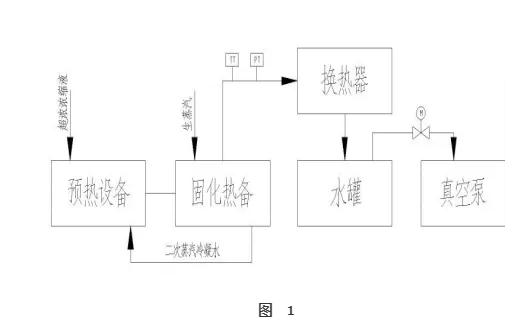
下图(图1)为超浓浓缩液处理工艺,该工艺由预热设备、固化设备和负压系统三部分组成。超浓浓缩液经由预热系统流入固化设备,浓缩液在固化设备内完成固液分离(液体以二次蒸汽形式逃逸固化设备,固体留在设备中),二次蒸汽经过换热冷凝成水储存在水罐中。真空泵维持系统负压。
3.1 预热设备
超浓浓缩液经过预热设备与固化设备内的生蒸汽冷凝水进行热交换,使系统更加节省能源。
3.2 固化设备
固化设备是我公司自主研发的一种高效干燥热备。它能很好的解决能很粘黏、堵管等问题。超浓浓缩液经过真空低温蒸发系统处理后得到的固化产物含水率可达5-25%,符合城市垃圾填埋场填埋要求。
3.3 负压系统
负压系统由板片式换热器和真空泵组成,固化设备产生的二次蒸汽经过板片换热器进行换热,冷凝成液体。最终流到水罐中,真空泵维持系统负压。
从表2可以看出,超浓浓缩液中有约60%左右的水。根据盐的沸点比水沸点高的特性,选用不同温度对超浓浓缩液进行蒸发:85℃、75℃、65℃55℃。因为压力与温度度是一一对应的,在控制系统中控制压力远远要比控制温度方便。所以我们选出对应压力-0.043MPa、-0.062MPa、-0.076MPa,-0.085MPa。在此时实验中我们通过控制阀门进行实验,得到以下数据:

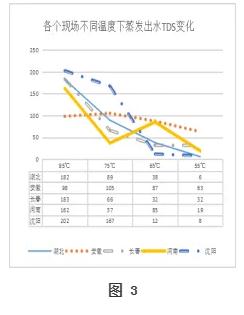
从上面的数据可以看出,随着蒸发温度降低,曲线都成下降趋势,尤其是在75-85摄氏度之间下降较为明显。后期温度下降至最低点。经过计算,在温度为85℃(对应压力-0.043MPa)蒸发时,湖北、安徽等地COD、氨氮、盐分去除率在都在约90%左右,而在55℃(对应压力-0.085MPa)蒸发时去除率COD去除率基本在99%左右,氨氮去除率基本在96%-99%左右,盐分去除率也在99%左右,所以温度越低COD、氨氮等的去除率越低去除率越高。但在工程生产中,蒸发温度过低会给工厂冷却系统带来很大压力。所以一般最低温度在55摄氏度左右。
04 结论
4.1蒸发温度越低、去除率越高。
4.2采用负压蒸发可以完全解决零排放问题。

使用微信“扫一扫”功能添加“谷腾环保网”




