


反渗透装置运行管理中若干问题的探讨
纯水及超纯水是目前微电子、电力(包括核电)、生物工程、基本粒子研究等尖端工业和科学研究中不可缺少的基础材料之一。目前工业化制造超纯水的典型工艺流程是反渗透与离子交换技术相结合。由于反渗透工程不仅对阴阳离子具有90%以上的脱除率,而且具有99%的除菌和热源能力,同时对中性的二氧化硅和分子量300以上的微量有机物具有较高的脱除率。从而使离子交换床的再生周期延长约10倍,废水排放量是全离子法的1/10左右,尤其重要的是使随后的混合床出水的电阻率长期稳定在17-18MΩ-cm(25℃)。因此,近几年来,此项技术日趋成熟,我国已具有许多专业生产反渗透设备厂家,可为电力、治金、轻工、汽车、半导体、化工、制药、食品、医疗卫生等行业提供高品质的纯水。超纯水系统长期稳定地运行的关键是反渗透装置的运行管理。本文就这一问题作一综合性的讨论,供有关人员参考。
要使反渗透装置得到长期稳定的性能,除了选用组件和系统工艺设计合理以外,良好的运行管理是一个非常重要的因素,运行管理认真、仔细、严格可延长反渗透膜元件的使用寿命,反之要使反渗透装置达到设计指标也是困难的,因此,在长期运行管理中应着重注意如下问题。
1 严格控制运行条件
根据用户原水分析报告,为了满足对脱盐率、产水率、回收率、寿命等要求,选择合适的组件进行设计,组装反渗透装置。操作压力、回收率(或浓水排放量)、进水的SDI(污染指数)、PH、余氯和温度是反渗透装置的主要运行控制参数;脱盐率、产水量和装置的压力降是三个主要监视性能参数。操作管理人员必须严格遵守,绝不能随意改变操作条件。特别要防止提高回收率来增加产水量,导致反渗透膜面产生结垢;要防止在SDI值超标的情况下继续运行,导致反渗透膜的堵塞;要防止在允许最大压差以上继续工作而造成膜元件的破坏性损坏。
2 防止碳酸钙、硫酸钙和二氧化硅的沉淀
在超纯水制造系统中,原水往往是苦咸水或城市自来水,而CaCO3、CaSO4、SIO2是反渗透膜面形成水垢的三种主要物质。在工程中,往往在保安过滤器前注入酸,降低pH值来防止CaCO3的沉淀,对醋纤膜讲,调节进水PH值的另一个重要作用是降低膜的水解速度;注入SHMP或FLOCON-100络合剂来防止CaSO4的沉淀;或者在预处理系统中设置软化器来同时防止CaCO3和CaSO4的沉淀;SiO2的沉淀一般通过提高进水温度或降低回收率来防止;但由于原水中的各种离子是随季节的变化而变化,特别在工厂改变水源后,变化则更大,因此,己投入运行的反渗透系统,对进水和排放水每季度进行一次全面分析,通过计算LSI指数,硫酸钙浓度积来预测反渗透膜面是否产生碳酸钙、硫酸钙的沉淀是十分必要的。当反渗透浓水的 LSI<0,浓度积<10×10-5时,将不会产生碳酸钙、硫酸钙的沉淀。对于SiO2沉淀,同反渗透装置的进水温度密切有关,浓水中的二氧化硅浓度,25℃时不能超过100mg/l,5℃时则不能超过25mg/l。因此,当预处理系统中无加热设备时,在冬季要十分注意二氧化硅沉淀物对膜元件的污染问题,严格控制浓水中的二氧化硅含量,其值不能超过在该温度下的溶解度。值得一提的是SHMP在四小时以后将失效,因此,如反渗透装置停运4h以上时,应低压运行10min,将反渗透装置中的浓水置换掉。
3 防止胶体对反渗透膜的污染
由于反渗透膜对胶体具有非常高的去除效果。从而使反渗透装置中膜面的胶体浓度,沿水流方向不断提高,当回收率75%时,装置中最后一级膜元件水中的胶体浓度大约是第一级的四倍。胶体在膜面的沉淀主要取决于二个因素,即胶体的浓度和凝聚速率常数。胶体的浓度可以用污染指数(SDI值)测量,而速率常数与2ETA电位有关。人们在长期实践中,已经找到了为防止膜被胶体的污染而需要控制的SDI值,就卷式装置来说,SDI值要控制在4以下或MF值小于150S。中空装置,SDI值应控制在3或4以下,这样可使胶体污染程度降到反渗透装置可以正常运行的地步。值得一提的是当进水的2ETA电位大于负30毫伏时,反渗透进水的SDI值可以提高。如中空纤维组件可以从SDI<3提高到SDI>5。一般讲,胶体污染多半存在于以地表水为水源的系统中,由于胶体的种类及真浓度将随季节的变化而变化,尽管预处理设备选用时考虑了这种变化,但由于波动太大,往往原有预处理系统不适应,从而导致SDI值经常超标。因此,SDI值的监测在反渗透运行管理中就显得尤为重要。操作人员应该通过日常小试验来确定实际运行中化学药剂的最佳注入量,同时要防止注入药剂过量而产生新的胶体污染。
4 防止微生物对膜的侵蚀和污染
目前商品化的反渗透膜材料主要有醋酸纤维和聚酰胺二大类,而醋酸纤维素膜装置是目前超纯水制造系统中常用且经济的反渗透装置。但真最大的缺点之一就是抗微生物的侵蚀能力较差。聚酰胺类膜尽管能抗微生物侵蚀,但污染问题仍然存在。大量微生物在膜、组件内的大量繁殖,将造成三方面的不良后果,第一是微生物要吞食反渗透膜,脱盐层被侵蚀而使脱盐率下降(仅对CA膜);第二是微生物的大量繁殖和代谢,产生大量的胶体物质,致使膜被堵塞造成通水量下降;第三将造成产水中细菌总数的增加,这一点特别对超纯水系统的可靠长期运行是十分不利的,大量的细菌进人后面的离子交换设备,将造成最终超纯水的电阻率逐渐下降,TOC,细菌总数和微颗粒总数也随之增大。因此,微生物对膜的侵蚀和污染不仅直接影响反渗透装置的性能,而且对整个超纯水系统的长期性能也影响极大,必须引起高度重视造成微生物在组件内的大量繁殖有二方面的原因,其一进水的余氯值控制得偏低(对CA膜);另外是反渗透装置的容量选择过大而导致运行率太低。实践证明,醋酸纤维素膜,在其进水中能维持0.2-0.5mg/l的余氯,就可防止微生物的繁殖。定期地分析进水、浓水中的细菌总数可以判断反渗透装置内部是否有微生物大量繁殖。如果进水中含有大量微生物,往往会出现SDI值达不到指标的现象。
5 防止膜的水解和氧化
在长期运行管理中,注意控制醋酸纤维素膜的水解速度是十分重要的。水解速度与进水的PH值和温度密切有关,在较低或较高的pH值下都会造成较快的水解速度,真水解速度最低的pH值范围是4-6。同时,水解速度随进水温度的升高而加快。因此,在实际管理中,除了正常的pH检测以外,还必须对PH测量、显示仪表定期地进行校正,防止PH值失控而加快膜的水解。从而延长膜的使用寿命,而聚酰胺类膜的突出问题是防止其被氧化。进水余氯值和强氧化均对其造成不利的影响,必须严格控制,美国ESPA1型中空纤维膜,进水余氯值必须小于0.01mg/l。值得一提的是南方许多城市自来水的余氯值随时间变化很大,特别在夏季余氯值往往高达数+mg/l,这时,对CA膜可以将原次氯酸钠改成亚硫酸钠,对聚酰胺膜,可以采用过量的亚硫酸钠去余氯,从而防止膜的氧化。
6 防止金属氧化物对膜的污染
原水中溶解性的金属盐,在反渗透装置中可能会产生沉淀而污染膜。最常见的有氢氧化铁、氢氧化铝和氧化锰。氢氧化铁产生的原因有:(1)二价铁的氧化;(2)预处理系统管阀件和设备的腐蚀;(3)调节pH用酸中的含铁量超标。
表1 反渗透进水铁离子的控制值
氧含量(mg/l) pH值 Fe++控制值(mg/l)
<0.5 <6 4
0.5-5 6-7 0.5
5-10 >7 0.05
为了防止铁的污染,首先必须控制进水中铁的浓度,而该值与进水中的含氧量和PH值密切有关(表1)。目前,工程中除铁的方法是氧化--过滤法,即首先用次氯酸钠氧化,随后经双层过滤器将其除掉。软化器具有除铁功能,但如果原水中铁含量大于1mg/l,树脂同样受到铁的污染。铝对膜的污染是由于氢氧化铝沉淀而导致的,氢氧化铝沉淀物通常以胶体形式存在,铝离子是一种两性离子(铝能和酸或碱反应)并在6.5-6.7的pH范围内具有最小的溶解度,如果铝凝聚过程在太高或太低的PH值下进行,铝离子将进入反渗透装置中造成膜的污染,因此对于采用铝盐为聚凝剂的预处理系统,其PH值最好控制在6.5-6.7,使铝的溶解度达到最小,并且定期监测经预处理过的水中的铝含量,控制在0.05mg/L以下。
7 反渗透膜的清洗
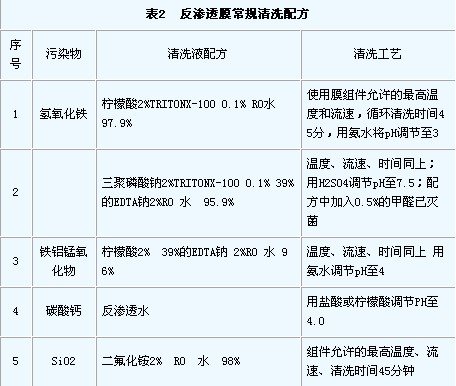
反渗透装置尽管采用了合理的预处理系统,和良好的运行管理,它只能使反渗透膜的污染程度降到最低限度,要完全消除膜的污染是不可能的。因此,反渗透装置在正常运行一段时间之后,将受到各种微量有机物、无机物的污染。当膜受到污染后,往往会出现反渗透装置的产水量、脱盐率和装置进出口压力降增大等明显征状。当装置的产水量下降10%(在同温度和压力下),盐透过量增加一倍,压降增加一倍,这三种现象出现其中一个时,进行化学清洗是必要的。同时当反渗透装置需要长期停用而进行保护之前,也需要进行化学清洗。值得注意的是,如果进水温度降低也会导致产水量下降,这是正常的,并不表明膜被污染,预处理、高压等方面产生故障也会导致进水压力、进水流量、产水流量和脱盐率的下降。化学清洗时,首先是要判断污染物的种类,然后根据膜的特性选择合适的清洗配方和清洗工艺(表2)。要注意控制清洗液的PH值、温度和每根组件的进入流量,清洗效果可以通过比较清洗前后装置的脱盐率、产水量和压力降等性能来确认,除了周期性的化学清洗之外,每次停车之后,用预处理水或反渗透水进行低压大流量冲洗,这对于降低膜污染的速度,延长化学清洗的周期和膜的使用寿命是有效的。
 |
8 RO系统控制自动化
由于微机技术的不断发展,自动化控制技术日见成效,RO系统控制己经完全自动化。
8.1 整套系统采用可编程控制器控制
控制系统具有集成功能,实时特性,因此可以满足流程控制需要,亦可增加彩色触摸屏CRT显示器终端与可编程控制器(PLC)配合,可实现流程动态显示,数据和流程自动显示,轻触操作,数据表格显示,定时、即时打印,并能通过串行口和办公室计算机联网。该自动控制系统采用程序 控制自动开机,压力、流量、电导、水箱液位等数据采集,故障判断报警及自动故障处理。
8.2 信息参数
所有制水流程中的流量、压力、电导率等都在管道中在线设置传感元件现场监测。
8.3 检测仪表及控制保护
反渗透产水管路均安装了一台连续检测的电导仪,以监测反渗透装置运行性能及产水电导率。
在反渗透的浓水管路上设置了一台快关的电磁阀。开机时,电磁阀处于全开状态,这时可对反渗透膜进行低压冲洗,冲洗一段时间后电磁阀关闭,反渗透设备正常产水,这样还可避免由于高压泵突然起动升压对反渗透膜的冲击损坏作用;停机的,先打开电磁阀,冲洗掉反渗透膜表面上的浓缩物质,冲洗一段时间后再停机。在高压泵的进口处设置的低压保护开关,当预处理部分供水不足使高压泵入口水压低于某一设定值的,会自动关闭高压泵,保护了高压泵不在空转情况下工作;当真它原因操作时,使高压泵出口压力超过某设定值时,高压泵出口处设置的高压保护开关会自动关闭高压泵,以保护高压泵不在超压下运行。
该系统装设下列仪表:进水流量表;产水电导率表;产水流量表;各级进出口压力表;高压系进出口压力控制器。

使用微信“扫一扫”功能添加“谷腾环保网”





