


UASB在废水处理中的应用及其影响因素
UASB是由荷兰著名学者Letfinga在20世纪70年代开发的[1]。待处理的废水由反应器底部引入,向上流过由絮状或颗粒状污泥组成的污泥床,产生的沼气由顶部三相分离器逸出。UASB的特点是有机负荷率和去除率高,不需搅拌,能适应负荷冲击和温度的变化,是一种性能较好的厌氧生物工艺。
1 UASB反应器的基本原理
UASB反应器为上流式厌氧污泥床,如图1所示。废水由反应器底部进入,反应器主体含有大量的厌氧污泥,由于废水以一定流速自下而上流动以及生物降解过程产生大量沼气的搅拌作用,废水与污泥充分混合,有机质被吸附分解,最终转化为甲烷、二氧化碳、水、硫水氢和氨,所产生沼气(主要是甲烷)由上部的三相分离器的集气室排出,含有悬浮污泥的废水进入三相分离器的沉降区。由于沼气从水中分离而失去搅拌作用,废水在上升过程中变得比较平稳,其中沉淀性能良好的污泥经沉降面返回反应器主体部分,使反应器内有较高的污泥浓度,保证了后继处理的正常进行。在运行过程中,UASB反应器内能够形成沉淀性能良好的颗粒污泥,能够允许较大的上流速度和很高的容积负荷。
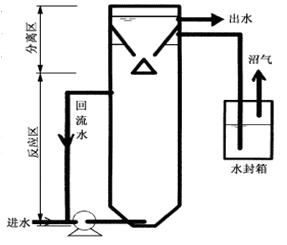 |
图1 UASB反应器示意图
2 UASB反应器在废水处理中的应用
UASB反应器在所有高速厌氧反应器中是应用最为广泛的,其处理的废水包括几乎所有以有机污染物为主的废水,如各类发酵工业、淀粉加工、制糖、造纸、制药、石油精炼及石油化工等各种来源的有机废水[2、3]。其主要工艺流程如图2所示:
 |
图2 UASB工艺流程图
UASB反应器正常运行时,有机负荷可达到30~50kgCOD/(m3·d)或更高。表1列出了国内部分UASB反应器处理高浓度有机废水的应用资料[4], COD的去除率普遍都在80%以上,最高可达94%,这表明,UASB工艺能有效的处理高浓度有机废水。
表1 UASB反应器在处理不同废水中的应用资料
|
近年来的生化处理不再偏重于厌氧处理法,其发展趋势是将厌氧与好氧处理有机地结合起来,充分发挥他们各自的优势。目前将传统的UASB反应器与好氧生物流化床结合起来,研制一种处理效率高、操作简单、占地面积小、成本较低的三相流化床处理设备,以适应于餐饮业废水的处理,解决目前餐饮废水难于集中处理的问题[5、6、7]。由此看来,研制出厌氧和好氧处理结合于一体的工艺设备将会有较好的应用前景。UASB工艺与其他系统连用是对现代厌氧反应的一个突破。
3 影响因素
3.1 颗粒污泥
UASB系统高效稳定运行取决于沉降效果好、产甲烷活性高、微生物类群合理、数量丰富的颗粒污泥的形成[8、9]。颗粒污泥是UASB反应器运行的基础,具有良好的沉降性颗粒污泥不易流失。颗粒污泥的数量、微生物组合及其产甲烷活性决定了反应器的处理效率和对水质波动的抵抗能力。
3.2 有机负荷
正确控制有机负荷,可以尽快形成或形成较大的颗粒污泥。研究者认为:挥发酸的高低是颗粒污泥形成不同类型的重要因素,控制反应器出水的挥发酸浓度来选择污泥的优势菌种,利用甲烷丝菌基质亲合力较高的特点,维持低的出水乙酸浓度来达到使甲烷丝菌成为主要降解乙酸的产甲烷优势菌的目的。在53℃±2℃,出水乙酸浓度低于200mgCOD/L,增加负荷率,可培养出含甲烷丝菌为主的颗粒污泥,当出水乙酸浓度高时,增加负荷可培养出含甲烷八叠球菌为主的颗粒污泥。实践证明,控制反应器的有机负荷和提高污泥的沉淀性是控制污泥过量流失的主要手段。
3.3 温度
温度对于UASB的启动以及保持系统的稳定性具有重要的影响[10]。反应器在常温(20~30℃),中温(33~41℃)和高温(50~55℃)下均能顺利启动,形成颗粒污泥。不同的处理工艺,可以根据实际需要选择不同的升温方式,如厌氧处理采用高温发酵(55℃),反应器启动的关键在于污泥中高温菌种的数量,所以采用直接升温的方式,在1~2周内取得高的VFA去除率,这说明在其它条件不变的情况下,采用直接升温的方法启动可以更快。
3.4 进水分配
进水分配对UASB的运转是至关重要的,需要满足如下原则:(1)确保单位面积的进水量基本相同,以防止短路等现象发生;(2)尽可能满足水力搅拌需要,保证进水有机物与污泥迅速混合。在生产装置中采用的进水方式大致可分为脉冲式、连续流、连续与脉冲相结合等方式。目前被广泛采用的是脉冲式,它是一种布水均匀,搅拌效果好的进液形式,能增加活性污泥区高度,有利于提高厌氧效率和抗冲击能力[11]。
3.5 碱度
碱度主要对污泥颗粒化产生影响,表现在两方面:一是对颗粒化进程的影响,二是对颗粒污泥活性的影响[12]。后者主要表现在通过调节pH值(即通过碱度的缓冲作用使pH值变化较小)使得产甲烷菌呈不同的生长活性,前者主要表现在对污泥颗粒分布及颗粒化速度的影响。在一定的碱度范围内,进水碱度高的反应器污泥颗粒化速度快,但颗粒污泥的SMA低;进水碱度低的反应器其污泥颗粒化速度慢,但颗粒污泥的SMA高。因此,在污泥颗粒化过程中进水碱度可以适当偏高(但不能使反应器的pH>8.2,这主要是因为此时产甲烷菌会受到严重抑制)以加速污泥的颗粒化,使反应器快速启动;而在颗粒化过程基本结束时,进水碱度应适当偏低以提高颗粒污泥的SMA。在运行过程中,可以添加NaHCO3或CaCO3来调节进水碱度,有的反应器通过回流处理水来增加进水碱度,同时还加大了进水负荷。
3.6 有毒物质
许多有机物对厌氧菌特别是甲烷菌呈现了很强的毒性,某些重金属离子和某些阴离子对厌氧菌也会产生毒害作用,因此,在废水的厌氧处理过程中应采取措施加以防治。
4 结论
UASB反应器设备简单,运行方便,不需设沉淀池和污泥回流装置,不需填料,不需机械搅拌,建设费用低,减少运行成本,易于管理。从经济分析角度看,系统运行费用基本上与排污费持平,达到了环境效益与经济效益的统一。UASB反应器还适于小区域的污水处理,在我国有着广泛的发展和应用前景。
参考文献:
1. 涂剑成等.现代厌氧反应器的现状与发展.新疆环境保护,2004,26(3):9~12
2.段雪梅等.UASB反应器处理啤酒废水的研究.河南工业大学学报(自然科学版),2005,26(3):81~83
3.周健等.制浆造纸工业废水厌氧生物处理的研究及应用现状.四川轻化工学院院报,1996,9(1):51~56
4.北京市政工程设计研究总院.给水排水设计手册[M].第6册.北京:中国建筑工业出版, 2002.
5. 刘晓文.厌氧UASBO新型生物接触氧化工艺处理啤酒废水.给水排水,2000,26(4):34~35
6. 李福勤等.UASB—SBR工艺处理淀粉制糖生产废水.中国给水排水,2003,19(6):70~71
7.班福忱等.UASB—CASS工艺处理啤酒废水研究.酿酒科技,2005,134(8):110~114
8.王凯军.UASB工艺系统设计方法探讨.中国沼气,2002,20(2):18~23
9.王靖文等.上流式厌氧污泥床反应器技术的现状与发展.工业水处理,2001,21(7):12~15
10.赵自成等.上流式厌氧污泥床处理低温低浓度废水存在的问题与对策.重庆环境科学,2003,25(8):37~39
11.陈广元.脉冲进液方式在UASB反应器中的应用.给水排水,2002,28(2):29~30
12.曹刚等.碱度对UASB污泥颗粒化的影响.中国给水排水,2002,18(8):13~15

使用微信“扫一扫”功能添加“谷腾环保网”





