


НӯоСЗи·ПЛ®өДЦОАн
ҪӯЛХДі»Ҝ№Өі§КЗТФЙъІъНӯМӘЭјОӘЦчТӘІъЖ·өДЖуТөЎЈНӯМӘЭјКЗЙъІъМӘЭјСХБПЈ¬ИҫБПөДДёМеЈ¬ТаҝЙУГЧчУР»ъөјМеЈ¬№вөзөјЈ¬ёР№вРФКчЦ¬өДФцёРјБЈ¬ТФұҪфыЎўДтЛШЎўВИ»ҜСЗНӯөИОӘФӯБПЈ¬НЁ№эФӯБПСРДҘЎў·ҙУҰәПіЙЎўҙҝ»ҜЎўС№ВЛёЙФпөИ№ӨРтЈ¬ЙъІъіцНӯМӘЭјІъЖ·ЎЈФЪНӯМӘЭјөДҙҝ»Ҝ№эіМЦРІъЙъөДС№ВЛДёТәәНіеПҙЛ®Ј¬Й«¶ИЙоЈ¬Лб¶ИЗҝЈ¬УРәҰОпЦКә¬БҝёЯЈ¬ҙҰАнДС¶ИұИҪПҙуЎЈОТ№«ЛҫИЛФұҫӯ№э¶Ф·ПЛ®өДРЎКФЈ¬И·¶ЁБЛДёТә»ШКХВИ»ҜёЖЈ¬»мәП·ПЛ®ҫӯ№эОўөзҪвЎўҙөНСЎўіБөнЎўA/OЙъ»Ҝ·ЁПаҪбәПөДҙҰАнВ·ПЯЈ¬ҙпөҪБЛФӨЖЪөДР§№ыЎЈ
1 ОЫИҫФҙ·ЦОц
·ПЛ®АҙЧФНӯМӘЭјҙҝ»Ҝ№эіМІъЙъөДС№ВЛДёТәәН»мәП·ПЛ®ЎЈС№ВЛДёТәөДЛ®БҝОӘ20m3/dЈ¬ЦчТӘОӘ·ПСОЛбЈ¬СОЛбөДә¬БҝҙуФјФЪ10ЈҘЧуУТЎЈ»мәП·ПЛ®өДЛ®БҝОӘ1500m3/dЈ¬·ПЛ®ЦРЦчТӘөДОЫИҫОпОӘНӯМӘЭјСХБПЎў°ұөӘЎўНӯАлЧУәНЛб¶ИЈ¬·ПЛ®іКА¶Й«ЎЈ»мәП·ПЛ®өДЛ®ЦКИзПВЈә
|
ұн1ЎЎ»мәП·ПЛ®Л®ЦКТ»ААұн Table one the schedule of mixed wastewater quality
|
2ЎЎҙҰАн№ӨТХЎў№№ЦюОпј°Йиұё
2.1 С№ВЛДёТәөДҙҰАн
С№ВЛДёТәЦРСОЛбөДә¬БҝұИҪПҙуЈ¬ЦұҪУЦРәНҙҰАнЕЕ·ЕЈ¬ҙҰАн·СУГёЯЈ¬ЧКФҙАЛ·СҙуЎЈҝјВЗөҪЙъІъЦРРиУГCaCL2ІъЖ·Ј¬ІўЗТТӘЗуөДҙҝ¶ИТІІ»ёЯЈ¬ҫӯ№эҝјІмЈ¬ҫц¶ЁУГКҜ»ТёаЦРәНәу»ШКХCaCL2Ј¬№ӨТХБчіМИзПВЈә
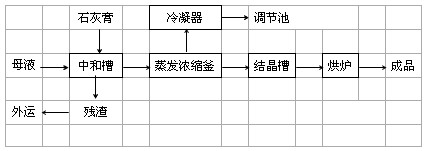
ЈЁ1Ј©С№ВЛДёТәҫӯ№эКХјҜҪшИлЦРәНІЫЈ¬әНН¶јУөДКҜ»ТёаҪшРРЦРәН·ҙУҰЎЈЦРәНІЫОӘёЦ»мҪб№№Ј¬УРР§ИЭ»э20m3Ј¬ДЪЙиҪБ°и»ъ2МЁЈ¬МбЙэұГ2МЁЎЈ
ЈЁ2Ј©·ҙУҰЙПЗеТәМбЙэҪшИлХф·ўЕЁЛхёӘЈ¬Хф·ўТәҫӯ№эАдДэәуҪшИлөчҪЪіШЈ¬ЕЁЛхТәҪшИлҪбҫ§ІЫЎЈЕЁЛхёӘІЙУГБҙЕЕВҜјУИИЈ¬ОӘјхЙЩГәөДУГБҝЈ¬ІЙУГёәС№Хф·ўөД·ҪКҪЈ¬УаИИҪшИләжВҜЎЈЕЁЛхёӘ1Ц»Ј¬МјёЦ·АёҜЈ¬УРР§ИЭ»э10m3ЎЈ
ЈЁ3Ј©Ҫбҫ§ІЫФЪәжВҜЦРәжёЙәуЈ¬јИКЗіЙЖ·CaCL2ЎЈ
2.2 »мәП·ПЛ®өДҙҰАн
»мәП·ПЛ®ЦРә¬УРНӯМӘЭјСХБПЎў°ұөӘЎўНӯАлЧУЈ¬·ПЛ®іКЗҝЛбРФЎЈҙҰАнБчіМИзПВЈә
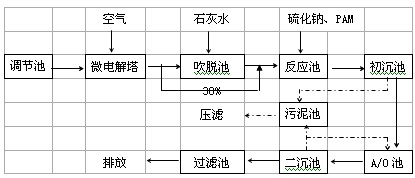 |
ЈЁ1Ј©өчҪЪіШОӘёЦ»мҪб№№Ј¬»ЁёЪСТ·АёҜЎЈЙијЖHRTЈҪ6hЈ¬УРР§ИЭ»э375m3ЎЈЕдұё»Ҝ№ӨАлРДұГ2МЁЈ¬І»РвёЦұГЗ°Л®Пд2Ц»ЎЈ
ЈЁ2Ј©НӯМӘЭјСХБПөД·ЦЧУҪб№№әЬОИ¶ЁЈ¬ұШРлҪ«СХБПөД·ўЙ«»щНЕСх»ҜәуЈ¬ІЕДЬПыіэЖд¶Ф»·ҫіөДІ»БјУ°ПмЈ¬ҝјВЗөҪ·ПЛ®іКЛбРФЈ¬ТтҙЛАыУГОўөзҪвЛю¶ФЖдҪшРРСх»Ҝ»№Фӯ·ҙУҰЈ¬ІўЗТТІҝЙТФЦГ»»·ПЛ®ЦРөДНӯЎЈОўөзҪвЛюДЪМоідМъРјәНҪ№МҝЈ¬К№Жд·ЦұрЧчОӘОўөзіШөДТхСфБҪј«Ј¬өзј«·ҙУҰІъЙъөДРВЙъМ¬HЈ¬ДЬУлСХБПЦРөД¶аЦЦЧй·Ц·ўЙъСх»Ҝ»№Фӯ·ҙУҰЈ¬ЖЖ»ө·ПЛ®ЦРөД·ўЙ«ОпЦКәН·ўЙ«Ҫб№№ЎЈОўөзҪвЛюЙијЖHRT=6hЈ¬ 200ЈҘөД»ШБчВКЈ¬МъРјәНҪ№МҝөДЦКБҝұИОӘ1Јә1ЎЈОўөзҪвЛю2Ц»Ј¬МјёЦ·АёҜЈ¬ЕдСӯ»·ұГ2МЁЈ¬ҝХС№»ъ2МЁЎЈ
ЈЁ3Ј©·ПЛ®ЦРөД°ұөӘә¬БҝҪПёЯЈ¬НЁіЈөДЙъ»ҜҙҰАн·Ё¶Ф°ұөӘөДҪөҪвВКЦ»УР70ЈҘЎ«80ЈҘЈ¬ЛщТФөҘҙҝІЙУГЙъ»Ҝ·ЁҙҰАнДСТФҙпөҪАнПлР§№ыЎЈІўЗТЙъ»Ҝ·Ё¶ФОЫЛ®°ұөӘЕЁ¶ИУРТ»¶ЁТӘЗуЈ¬ЦКБҝЕЁ¶ИФЪ1000 mg/LТФЙПКұ»бК№ОўЙъОпЦР¶ҫЈ¬Ҫш¶шУ°ПмЙъ»ҜПөНіөДИҘіэР§ВКЎЈТтҙЛЈ¬ұШРлІЙУГТ»ЦЦЗРКөҝЙРРөДФӨҙҰАн·Ҫ·ЁЈ¬ПИИҘіэІҝ·Ц°ұөӘЈ¬К№·ПЛ®ЦРөД°ұөӘЕЁ¶ИҪөЦБ140mg/LТФПВЈ¬ФЩІЙУГЙъ»ҜҙҰАн·Ҫ·ЁИҘіэІРБф°ұөӘЈ¬ТФҙпөҪЧоЦХИҘіэ°ұөӘөДДҝөДЎЈТтҙЛ¶Ф70%өД·ПЛ®ПИІЙУГҙөНСөД·Ҫ·ЁЈ¬К№°ұөӘә¬БҝҪөөНЈ¬ФЩәНКЈУа·ПЛ®Т»ЖрҪшИлЙъ»ҜҙҰАнПөНіЎЈҙөНСКұПИҪ«·ПЛ®өДpHЦөөчөҪ10Ј¬И»әу№ДЖшҙөНСЈ¬ЖшЛ®ұИОӘ2500Јә1ЎЈұҫЙијЖІЙУГҙ©БчКҪЙё°еҙөНСіШЈ¬іШДЪЙё°еҝЧҫ¶6 mmЈ¬Йё°ејдҫа300 mmЎЈЛ®ЧФЙППтПВЕзБЬЈ¬ҙ©№эЙёҝЧБчПВЈ¬ҝХЖшФтЧФПВПтЙПБч¶ҜЈ¬ҝШЦЖҝХЛюөДЖшБчЛЩ¶ИҙпөҪ2.0m/sЎЈҙөНСіШ1ЧщЈ¬ёЦ»мҪб№№Ј¬ЕдұёАлРД·з»ъ2МЁЈ¬ЕзБЬұГ2МЁЎЈ
ЈЁ4Ј©ҙөНСәуөД·ПЛ®әНКЈУа·ПЛ®»мәПәуҪшИл·ҙУҰіШЈ¬ҙЛКұ·ПЛ®өДpHЦөФЪ9ЧуУТЈ¬ҝЙТФЙъіЙFe(OH)3іБөнЈ¬ТтОӘНӯАлЧУДЬК№ЙъОпГёК§ИҘ»оРФЈ¬¶ФЙъОпСх»ҜПөНіУР¶ҫРФР§УҰЈ¬ОӘі№өЧИҘіэ·ПЛ®ЦРөДНӯЈ¬јУИлБт»ҜДЖЈ¬ТФЙъіЙБт»ҜНӯіБөнЎЈ·ҙУҰіШәНіхіБіШәПҪЁЈ¬1ЧщЈ¬ёЦ»мҪб№№ЎЈ·ҙУҰіШHRTЈҪ30minЈ¬іхіБіШHRTЈҪ2hЈ¬іШДЪ°ІЧ°φ80өДІЈБ§ёЦРұ№ЬЎЈ
ЈЁ5Ј©іБөнЙПЗеТәҪшИлA/OЙъ»ҜПөНіЈ¬A/O·Ё¶Ф·ПЛ®ЦРөДУР»ъОпәН°ұөӘУРәЬёЯөДИҘіэВКЎЈТт·ПЛ®ЦРә¬УРөДУР¶ҫОпЦКәНҙу·ЦЧУУР»ъОпЈ¬ИЭТЧФміЙ»оРФОЫДаөДЕтХНЈ¬ТтҙЛФЪәГСхЙъ»ҜҙҰАнЗ°ІЙУГЛ®ҪвЛб»ҜЧчОӘЙъ»ҜФӨҙҰАн№ӨТХЎЈРн¶аСРҫҝұнГчЈ¬ФЪНЁіЈөДЙъОпҙҰАнЗ°јУТ»ј¶Л®ҪвЛб»ҜФӨҙҰАнҝЙТФГчПФМбёЯЖд¶ФОЫИҫОпөДИҘіэР§№ыЎЈЖдДҝөДУР¶юёцЈәөЪТ»РиТӘҪөҪвҙу·ЦЧУОпЦКЈ»өЪ¶юМбёЯОўЙъОпөД»оРФЈ¬өЦҝ№УР¶ҫУРәҰОпЦКЗЦәҰЈ¬·АЦ№ОЫДаЕтХНәНОўЙъОпөДБчК§ЎЈЙъОпПх»ҜНСөӘКЗТ»ёцБҪҪЧ¶ОөДЙъОп·ҙУҰ№эіМЈ¬өЪТ»№эіМОӘПх»Ҝ№эіМЈ¬·ЦБҪІҝҪшРРЈ¬КЧПИNH4-NФЪСЗПх»ҜҫъөДЧчУГПВЙъіЙNO2-Ј¬ЖдәуNO2-ФЩФЪПх»ҜҫъөДЧчУГПВСх»ҜЙъіЙNO3-ЎЈөЪ¶ю№эіМОӘ·ҙПх»Ҝ№эіМЈ¬КЗНкіЙЙъОпНСөӘөДЧоәуТ»ІҪЈ¬NO3--NФЪ·ҙПх»ҜҫъөДЧчУГПВЈ¬ТФУР»ъМјОӘМјФҙәНДЬФҙЈ¬ТФПхЛбСОЧчОӘөзЧУКЬМеЈ¬Ҫ«ПхЛбСО»№ФӯОӘЖшМ¬өӘЎЈЙъ»ҜҙҰАнПөНіФЛРРЦРЈ¬ҝШЦЖ·ПЛ®ОВ¶ИФЪ22Ў«28ЎжЈ¬pHОӘ7.5Ў«8.0Ј¬ОӘПх»ҜҫъәН·ҙПх»ҜҫъМṩККТЛөД»·ҫіЎЈҝШЦЖИұСхіШИЬҪвСхЕЁ¶ИөНУЪ0.5 mg/LЈ¬HRT=6hЈ»әГСхіШИЬҪвСхЕЁ¶И2.5Ў«3.0 mg/LЈ¬HRT=14hЈ»MLSS=3000mg/lЈ»»ШБчВК100ЈҘЎЈІЙУГЛ«ЙЎРОЙўБчЖШЖшЖчЈ¬SSR-200ВЮҙД·з»ъ2МЁЎЈ
ЈЁ6Ј©Йъ»ҜҙҰАн·ПЛ®ҫӯ№э»оРФМјОьёҪ№эВЛәуҙпұкЕЕ·ЕЎЈ»оРФМҝ№эВЛіШ1ЧщЈ¬HRTЈҪ1hЈ¬ДЪЦГ»оРФМҝ3¶ЦЈ¬ХфЖыФЩЙъЎЈ
3 ФЛРРЗйҝц
№ӨіМУЙ2000Дк1ФВ·ЭҪшИлөчКФФЛРРЎЈДёТә»ШКХУЙУЪТСУРіЙ№ҰөДҫӯСйЈ¬ҫӯ№э1ёцФВөДөчКФЈ¬»щұҫФЛРРХэіЈЈ¬ІъіцөДCaCL2ҙҝ¶ИФЪ85ЈҘЧуУТЈ¬ВъЧгЙъІъРиТӘЈ¬ҫӯјГР§ТжГчПФЎЈ
Йъ»ҜіШөДЖф¶ҜІЙУГҪУЦЦөД·Ҫ·ЁЈ¬№ІҪУЦЦОЫЛ®ҙҰАні§НСЛ®Йъ»ҜОЫДа20¶ЦЈ¬ҙу·аЛ®50¶ЦЎЈҫӯ№эГЖЖШ5МмәуЈ¬іцПЦБЛІЭВДіжЎўҙуҝЪЦУіжөИФӯЙъ¶ҜОпЈ¬»оРФОЫДаТС»ЦёҙЎЈҝӘКјЙЩБҝҪшЛ®Ј¬ҪшЛ®БҝОӘ10m3/hЈ¬ГҝМмҪшЛ®10hЈ¬Іў¶ЁБҝН¶јУГж·ЫәНБЧЛбёЖЎЈ20МмәуЈ¬Йъ»ҜіШОЫДаөДSVФЪ20ЈҘЧуУТЈ¬ҫөјмФӯЙъ¶ҜОп»оФҫЈ¬іцЛ®Л®ЦКЦёұкҪПәГЎЈҙЛКұјУҙуҪшЛ®БҝЈ¬24РЎКұБ¬РшФЛРРЈ¬20МмәуЈ¬Йъ»ҜіШCODcrөДИҘіэВКҙпөҪ70ЈҘЧуУТЈ¬SVФЪ30ЈҘЧуУТЈ¬ЙъОпПаТФЦУіжЎўАЫЦҰіжЎўФІНІёЗіжәНҳJПЛіжөИОӘЦчЈ¬Йъ»ҜПөНіЖф¶ҜіЙ№ҰЎЈ
ХэіЈФЛРРәуЈ¬іцЛ®ЦёұкНкИ«ҙпөҪ№ъјТТ»ј¶ЕЕ·ЕұкЧјЈ¬ёчІҝ·ЦөДИҘіэВКИзұн2ЛщКҫЎЈ
|
ұн2ЎЎОЫИҫОпИҘіэВКТ»ААұн Table two the schedule of the ratio of contamination wiping off
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
4 јјКхҫӯјГ·ЦОц
ОЫЛ®ҙҰАні§ЧЬН¶ЧК280НтФӘЈ¬ЖдЦРДёТә»ШКХН¶ЧК80НтФӘЈ¬»мәПОЫЛ®ҙҰАнН¶ЧК200НтФӘЎЈГҝМм»ШКХіЙЖ·CaCL21.5¶ЦЈ¬Гҝ¶ЦөДКЫјЫФЪ1200ФӘЈ¬ФтГҝМмөДКХТжОӘ1800ФӘЎЈ
ОЫЛ®ҙҰАнХҫЧЬЧ°»ъИЭБҝОӘ106.5kwЈ¬КөУГ№ҰВКОӘ75kwЈ¬ГҝМмөДөз·СОӘ864ФӘЈ»КҜ»ТёаөДУГБҝГҝМм4¶ЦЈ¬·СУГОӘ1200ФӘЈ»Бт»ҜДЖөДУГБҝГҝМм30kgЈ¬·СУГОӘ30ФӘЈ»PAMөДУГБҝГҝМм1.5kgЈ¬·СУГОӘ30ФӘЈ»ГәөДәДБҝГҝМмОӘ4¶ЦЈ¬·СУГОӘ1200ФӘЈ»ИЛ№Ө·СГҝМм200ФӘЎЈ
ФтіэКХТжНвЈ¬ГҝМмҫ»Н¶ИлөДФЛРР·СУГОӘ1724ФӘЈ¬јҙ1.15ФӘ/m3.ОЫЛ®ЎЈ
5 ҪбВЫ
НӯМӘЭјЙъІъ№эіМЦРІъЙъөДС№ВЛДёТәәНіеПҙ·ПЛ®Ј¬¶ФС№ВЛДёТәЦРәНәу»ШКХCaCL2Ј¬іеПҙ·ПЛ®ҫӯ№эОўөзҪвЎўҙөНСіэөӘәНіэНӯәуЈ¬ФЩҪшРРЙъ»ҜҙҰАнЈ¬КөјщЦӨГчКЗҝЙРРөДЎЈНӯМӘЭјЙъІъ·ПЛ®өДЕЁ¶ИёЯЎў¶ҫРФҙуЈ¬ЦұҪУЙъ»ҜҙҰАнөДДС¶ИұИҪПҙуЎЈЙъ»ҜҙҰАн·Ё¶ФОЫЛ®°ұөӘЕЁ¶ИәННӯАлЧУЕЁ¶И¶јУРТ»¶ЁөДККУҰ·¶О§Ј¬°ұөӘЦКБҝЕЁ¶ИФЪ1000mg/LТФЙПЎўНӯАлЧУЦКБҝЕЁ¶ИФЪ5mg/LТФЙПКұ»бК№ОўЙъОпЦР¶ҫЈ¬Ҫш¶шУ°ПмЙъ»ҜПөНіөДИҘіэР§ВКЎЈТтҙЛЈ¬ұШРлІЙУГТ»ЦЦЗРКөҝЙРРөДФӨҙҰАн·Ҫ·ЁЈ¬ПИИҘіэІҝ·Ц°ұөӘәННӯАлЧУЈ¬К№·ПЛ®ЦРөД°ұөӘЕЁ¶ИҪөЦБ140.0mg/LТФПВЎўНӯАлЧУЕЁ¶ИҪөЦБ5mg/LТФПВЈ¬ФЩІЙУГЙъ»ҜҙҰАн·Ҫ·ЁЈ¬ТФҙпөҪЧоЦХҙпұкЕЕ·ЕөДДҝөДЎЈ

К№УГОўРЕ“ЙЁТ»ЙЁ”№ҰДЬМнјУ“№ИМЪ»·ұЈНш”





